Infill speed is a setting in cura.
We have successfully printed with TPU with retraction turned off and at 20mm/s using cura (adjust the infill settings).
Adjust the infil settings to what?
I suppose infill speed should be 20mm/s same as outline speed.
Set it to match the print speed, so 20mm/s as well.
So i wanted to chime in here since I am considering printing with TPU with my A350 and i wanted to see what others had experienced so far, and I’m encouraged! In doing research last night just in general, since so far i’ve not printed with flexible filaments before, really the first video i found say everything about the best tips for it (repeated somewhat through this thread, but has more) and reiterated even on the matterhackers video(s).

The ones already found from this thread:
- Print slower
- No retraction
The ones from the video(s) and not mentioned already:
- Dry your filament first (in the oven at a low temp, video says 70C (155-160F) for 30min)
- Set ALL speeds to be the same, that includes infill (also mentioned in this thread), first layer, perimeter, etc.
- Set the travel to stay inside the model (reduced stringing, possibly just Simplify3D)
I use Simplify3D, so it’s fairly easy to set ALL of the speeds to be the same (specifically or just 100% and save as a new profile). I’m going to order some shortly and once i get through printing stuff, and i can share that profile and results.
Also trying to print TPU on my A350. This is Overture brand filament. I did not bake it, but it came fresh out of a vacuum pack with dessicant. I never heard any sizzling which would indicate there was humidity in the filament. I started with slow speed 20 mm/s for all speeds. I experimented with feeding filament from the Load screen at different temperatures and it seemed like the TPU started bunching up in the head (after the pinch/gear, before going into the hot end) until I raised the temp to 245. Seems high, but I figured everyone is different. Oh yeah, zero retraction and 100% flow.
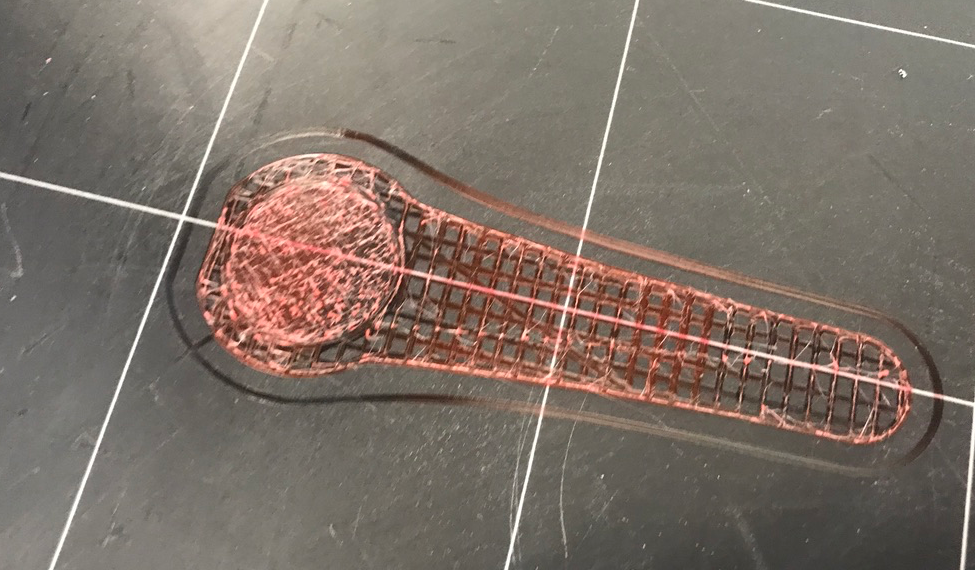
The result is attached. It didn’t look great, but it was printing. The round portion was fully in contact with the build plate (on the left side of the image). Note this particular item required support along the long end of the print (to the right). After a while, it was just printing “in air” and the filament was bunched up in the head again, not extruding.
What am I doing wrong?
20 mm/s may not be slow enough for TPU for the first layer. I’d try 10.
It also looks to be calibrated too low but I can’t tell. Did you try measuring the thickness of the skirt?
That can give you some true feedback on your Z height.
I do tend to favor more squish on the first layer. Is that a problem with TPU?
Edit: I was using .1 mm layer height with .16 mm initial layer. The skirt seemed to measure about .12 mm thick, but hard to measure accurately.
Also like the guy said in the video, stuck like the dickens to my SM build surface. What is recommended for TPU plate treatment? That guy seems to like Magigoo.
Only if your printing too fast. ![]() Because it doesn’t get the same kind of grip at the gear it can slip if it’s not free enough to come out the nozzle. Having the first layer be thicker than the others lets it adapt to the changes in Z offset from an uneven bed. I usually try to get “more squish” by upping the first layer percentage. I think its easier to moderate that vs the Z height/first layer thickness. If you’re getting good adhesion to the bed you can back off on the Z height.
Because it doesn’t get the same kind of grip at the gear it can slip if it’s not free enough to come out the nozzle. Having the first layer be thicker than the others lets it adapt to the changes in Z offset from an uneven bed. I usually try to get “more squish” by upping the first layer percentage. I think its easier to moderate that vs the Z height/first layer thickness. If you’re getting good adhesion to the bed you can back off on the Z height.
Thanks for the tips. I will try a looser calibration. One comment though about the slippage: I don’t think my problem is the TPU slipping. When I open the filament hatch, I can see the filament is buckled between the gear and the hole entering the hot end. This implies to me that it didn’t slip, it just couldn’t take the pressure the filament driver was trying to deliver. I can see how slowing down would help and so would a looser first layer as both should reduce the required flow and thus pressure in the filament driver.
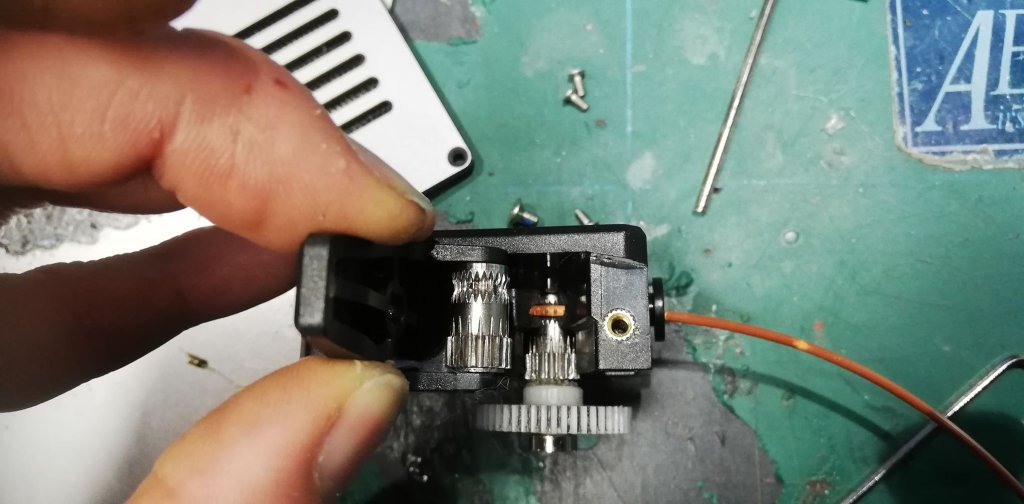
TPU is always going to be problematic with the current feed path design. Its the first thing i looked at when I opened the 3D printer head flap. The filament path is not constrained enough for flex filaments and combined with a flat tooth gear rather than a hobbed extruded gear its always gonna have problems like the filament wandering and jamming up inside.
Contrast that with a dual drive BMG type arrangement with dual hobbed gears and you can print TPU at 30-40mm/s without issue. I will look at at least replacing the drive gear with a hobbed gear which should be doable and that might improve things a bit

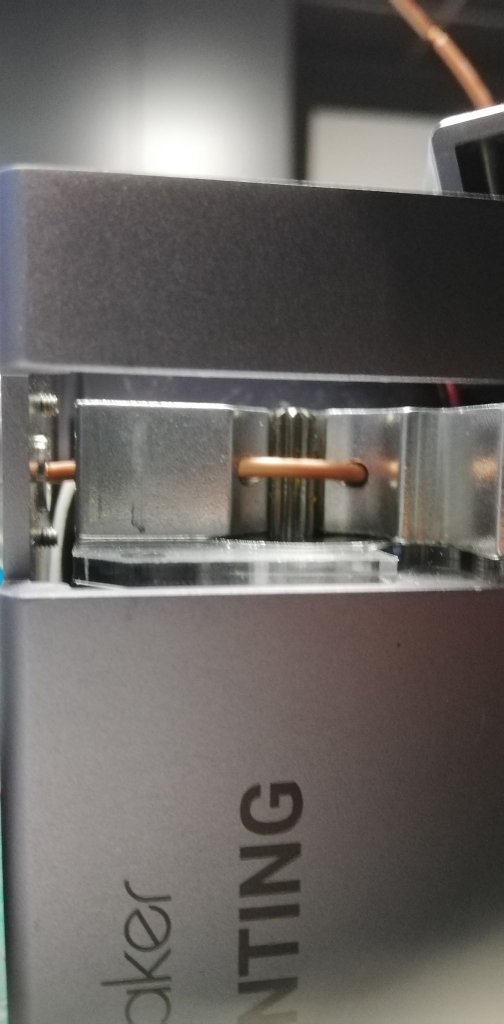


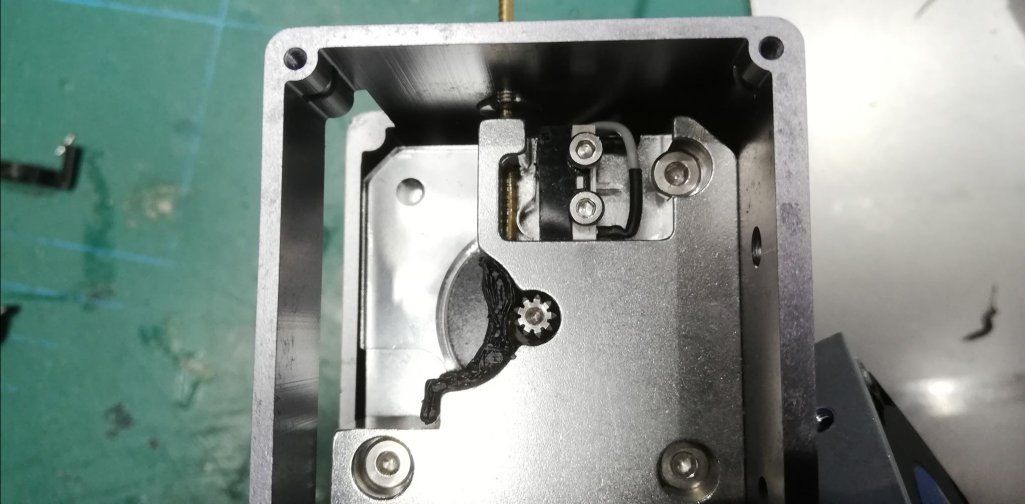
So yup after putting is an optimised insert into the print head to constrain wandering flex filament + a slightly stronger spring. happily printitng TPU at 40mm/sec with retraction. TPU is bioflex which is 27Shore D hardness or around 75A as most other filaments are measured in.

This is the modification:

2 test cubes printed all at once mode so lots of retractions, using CURA 4.2 at 40mm/sec . Am sure flow setting could be tuned a bit. Outer wall printed at 30mm/s
inner wall printed at 40mm/sec hence it a little rough

@chazr33gtr, any chance you want to share that stl?
@stevilg sure no probs… here it is… as one solid piece… and in two halves for easier printingsnapmaker_flex_feed_adapter_2_halves.STL (40.5 KB) snapmaker_flex_feed_adapter_one_piece.STL (38.4 KB)
Nicely done! I had some ninjaflex that failed to print previously that I will try again once I have this part inserted. Did you glue this in place or just let the door hold it in place?
I didnt glue it just let it be held in place by the door. I guess you could glue in place with a bit of cyanoacrylate (super glue). If the print doesnt come out clean then you may need to gently file or dremmel the part
It seems like one of the problems is that when you load it loads too quickly. It ends up jamming and looping up inside the housing before I can even try to print. Is there a way to slow down or control loading through command prompts in Luban?
I tried printing the adapters in pla and petg but didn’t have much success. Maybe I need to dial in my settings a little more. I’ve had no problems with larger items but I just ended up with stringing and bad overhangs on these smaller parts. Or I need to try slicing them in Cura.
-S