Greetings all,
I have just received my new snapmaker 2.0 a350 last week and I have been working through the setup and configuration on my machine. I am brand new to 3D printing, did a fair amount of homework searching and reading reviews before deciding on the A350 as I wanted to have the capabilities of the printer, laser, cnc and with it’s larger active area, the A350 was a good choice. Being that the machine was on the higher end of home/enthusiast it was quite an investment for the printer and enclosure especially with the results of 2020 not being a good personal year.
Assembly was not a problem for either the machine or the enclosure and I feel confident in the results of the assembly.
However as I mentioned in the extruder calibration thread, I’m having a number of woes in getting the machine to print anything of decent quality. I’m struggling to get this up and running and producing good quality prints. I’m trying to do this before moving on to the laser / CNC (lord only knows what awaits me there). So I’m reaching out to the wonderful people of this community for help.
I have been using the https://teachingtechyt.github.io/calibration.html as a baseline for testing and calibrating the machine. I have been using Luban / Cura / and Meshmixer on the various prints that I have tested. Been mostly using Cura for slicing and higher control level but I’m still learning on it.
So my initial prints were so-so. For all prints so far I have been using the included Snapmaker Black PLA filament since I was trying to get my feet wet with one filament before swapping to others. I have purchased some ABS (Hatchbox) and another PLA (Overture) but have not tried either.
Frame Check - I have gone through each of the frame pieces and enclosure pieces and made sure there was nothing loose or binding. Being that it is a new machine, everything looks great
PID AutoTune - I noted that a few users said that this was not possible on the forums, so I skipped this step. If it is possible please let me know what the proper procedure is for it.
First Layer - I increased the self-leveling bed resolution to 5x5 using the controller then performed a configuration to settle in my Z-offset. I used the Gcode provided by the webpage adding M420 S1 to make sure the saved mesh was used from the auto leveling. I then went through about 20 test prints of the squares in the corners. I kept running into what I thought looked like the “ridges”: from the leveling guide so I would increase the offset when I saw this. Eventually I would start to see thinning between the extrusion lines and I would move it back in. Finally dialed in a Z offset (in the home position) of 327.94
At that offset the squares would have some slight ridging, but any less and I would find myself with gaps. Also of note - when I printed the calibration cubes in the follow steps, I still saw an expansion of the width of the base layer which may still be impacting, so not sure about that.
Baseline print Using the cube created by the Gcode generator on the page, I ended up with corners being droopy and the X and Y letters having errors on the edges of the letters (in the center on the X and on the top on the Y). It was also hard to remove from the print surface and looked to be impacted.
First Attempt Shown here:
second attempt (shown below) was about the same with some stringing and despite the offset being raised to attempt to stop stringing, the print was even harder to remove.





Extruder Esteps Calculation - I measured out the 100mm and another 10 beyond it just in case of over extrusion. Much like everyone else in the forum I had my value set to 212.21. First attempt, 1mm shy. so I adjusted the Esteps value using M92 / M500 to save. I turned off the machine and back on again. Ran another test - went 11mm. Increased to 266.20 and ran third test. Mark was less than 0.5mm from extruder entrance. So I considered that a win.
Slicer Flow Calibration Downloaded the Cube file and performed modifications to the file in Cura to obtain the desired single wall cube of 0.4mm thickness for testing of extruder flow. 100% flow in Cura file.


Model came out looking pretty smooth which was a shock. The wall thickness was rough though, at 0.54mm it was too think. This created a reduced flow value of 78.43. Adjusted in Cura and attempted again.

Second print was noticeably thinner. Upon measuring it was 0.41 or 0.40 depending on the face. I considered that another win.
Stepper Motor Current Tuning- I didn’t find any section on our forums that said if the steppers could even be tuned, so I skipped this one for now.
Retraction testing - Used 200/60 degrees for the temp/bed and the M420S1 to recall saved mesh.
Used the following values for the layers and received fairly decent results. 1mm retraction distance was based on the fact that the SM 2.0 is a direct drive.


All the values looked decent except for E and a little bit of D(1.2 / 1mm respectively). So I settled on using 0.8mm as my retraction.
Temperature Tuning - And this is where it all turns downhill. I used the Gcode generator to produce the folowing

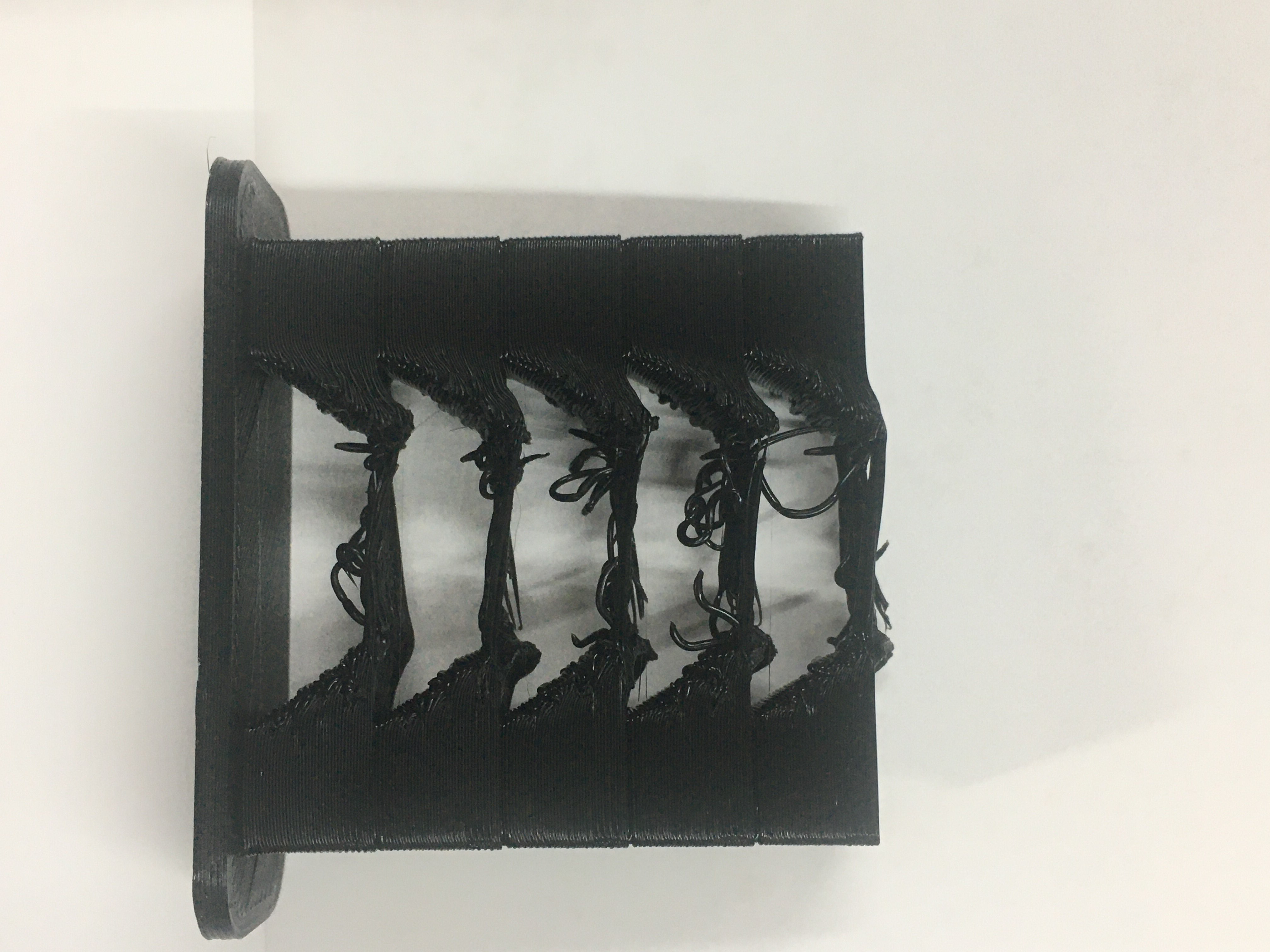

And what came out was absolute junk - not a single level even looked salvageable. This was with the reduced flow value set in the slicer.
So I decided to print another Temp Tower with a larger temperature range.


It also came out like garbage. No layers were even close and the 180 degree was too low and didn’t even complete the top layer.
I then was going to take the advice of a wonderful forum member and try better quality PLA material. But when I went to change it, the extruder was chunking the filament and nothing was coming out. The 180 degree test level apparently may have clogged my nozzle. I was able to push filament through but it was at a partial volume and it was shooting to the side in very thin streams, not like a normal stream. So I ordered some 0.4 cleaning needles to help fix that tomorrow.
Have not done the remaining tests adjustments on the page
I am struggling through this right now, but any suggestions are appreciated. Just trying to get this up and running and at the highest quality print that I can get. I love my machine, I just need to continue to learn and adjust. I hope that our forum team can make suggestions to allow me to figure it out and get some excellent print quality!
Thanks in advance!


