I’ve only been able to remove a nozzle when it’s on the machine and heated up.
-S
3 Likes
I have about 800 g left of 1 kg on my now unusable Black PLA filament. Who do we talk to about getting a replacement spool of filament? Has anyone contacted customer support and asked for a replacement?
After switching over to some Hatchbox PLA filament that I have used successfully with my old printer, I have not had a single problem in over two weeks.
1 Like
I seem to recall that SM have said that they had issues with their supplied filament and that there was mention of that in this forum.
If you can find that post (I’m currently not able to), then you may be best off contacting support with that post as a reference and asking what options they have for you.
1 Like
I’ve only seen comments about support acknowledging the filament issue in e-mail replies, but I’ve seen no actual post by them. I had this issue, I’ve reached out to support over the bad filament, and it’s been over a month, with no response
2 Likes
I’m having a similar problem. It will print OK for several minutes, and then the filament stops feeding.
Some of the comments or suggestions on this thread don’t apply:
-
It’s not that the hot end is clogged. This keeps happening. I unclog it, unload the filament, reload the filament. The print starts with no problem, and after several minutes later, nothing.
-
It’s not the z-hop or other settings. I have a Gcode file loaded on the printer that I printed 16 times before with no problem, before this issue started. I have tried printing this file now, it doesn’t work.
Any suggestions?
What filament are you using?
1 Like
I was using the black SM filament that came with the printer.
I have seen posts suggesting the filament is defective, so I am buying new filament from Amazon and trying again.
However, I was able to use about half of the filament before I started having issues. If the filament is defective, would that have been possible?
If you leave it out in the air it can absorb moisture and downgrade over time. The SM filament seems to be especially susceptible to this. And it may have impurities in it.
Your filament can also get dusty and that can lead to clogs.
Also with any filament there can be a build up of residue inside the nozzle over time.
-S
1 Like
Thank you for the input. I just got my printer a month ago so I’m new at this.
I do live in Houston, TX, where high humidity is the norm. Would you recommend I keep the open filament in closed boxes with moisture-absorbing material?
Houston definitely qualifies as humid. I try to only visit my sister and her family in November.
You can try drying out your filament. (do a search) Check if it’s brittle. It might be beyond saving.
Definitely would keep your’s in a sealed container with desiccant.
-S
I have found that if I print at too cool a temperature, for the speed and layer height, that the filament will not melt enough to flow through the nozzle. Then the gear will strip the filament. So check to see if the filament has a chunk missing at the gear.
1 Like
There is a very common almost universal problem, the snapmaker filament from the box is garbage.
I personally decided to run a dehydration cycle on each spool i open as often times theres a bit of moisture, some times more than others.
I ordered a big ol’ airtight bin and a plug in rechargable dessicant thing from amazon
then i ordered another… because i have gathered a lot of spools.
as opposed to a third, i think i might use my resources at work to manufacture a large wall mount chamber to store things 
Actually you know what i have upgraded my dehydration system and no longer require my old one which was a food dehydrator and a mod to fit a spool in it.
If you would like this please end me a PM with your address and I will ship it to you.
edit ok its spoken for
Hi - I would iike to resume my print - but I can’t seem to find the height value you point out in your post. See my Gcode below:
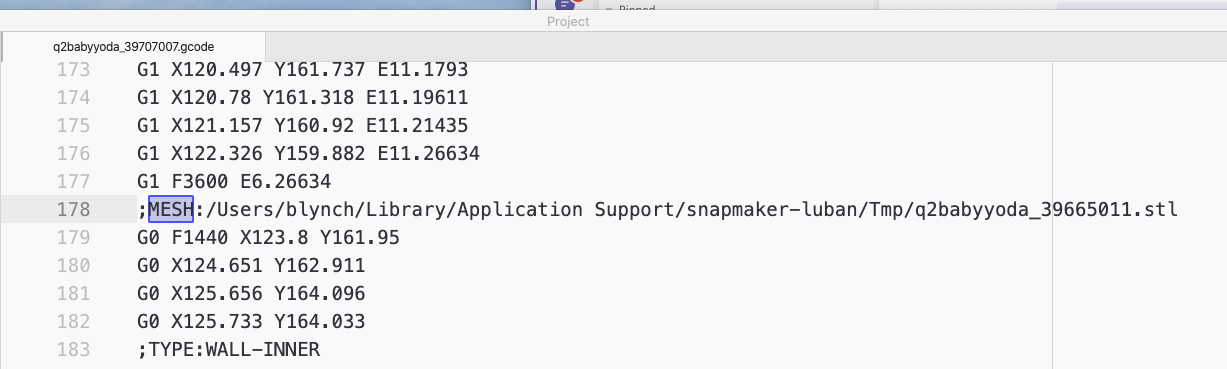
I need to figure out where in my Gcode to restart the print. It was 18hrs in to a 27 print and I don’t want to lose the work. The printer started the dreaded printing in the air. The above example in the post shows a value of Z50.6 after the Y value and you will note I do not have a value after my Y value on that line.
I clicked on Next in my Atom browser and discovered that there si a line with the Z value in it that I couldn’t find before. Am I correct in assuming that the Z value is the height?
I’ve had the printing into thin air issue a few times too. The last time this issue popped up, I noticed that my nozzle temp was 20C, so at some point during the print, the nozzle heating got turned off. Each time this has happened, I had preheated the bed before starting the print. I think this somehow screwed something up because ever since I stopped preheating the bed, I haven’t had issues.
I think you’re right. If the printer leaves the control panel it will reset temps to 0c.
Yes, the z-value is the current height of the nozzle.