Post Update: 2026-01-16
Vibration Compensation Beta Firmware (v2.4.0)
While merging the Vibration Compensation beta into the official Snapmaker 2.0 firmware is still on hold, we understand that many of you are actively using and testing this branch.
So instead of leaving it frozen, we will continue maintaining this standalone beta firmware, and selectively bring in some key features that are planned for the main firmware line.
We’re releasing an updated Vibration Compensation Beta firmware v2.4.0, which includes two new features:
- Added Direct Machine Connection support for Snapmaker Orca. You can now send G-code to your machine over Wi-Fi without using Luban as a transfer station. Snapmaker Orca communicates directly with your machine through the OctoPrint protocol.
- Added a Repeat Job button on the touchscreen. After a 3D printing, laser, or CNC job finishes, you’ll see an option to repeat the job and start it again with one tap.
Download
Latest Version (2026-01-05): Snapmaker2_V2.4.0
Steps for Direct Machine Connection in Snapmaker Orca
- Click to enter Connection.
- Select Octo/Kilpper as Host Type.
- Enter current device IP:8080 as IP.
- Click Test to enable the connection.
- Click Print > Upload and Print in the pop-up window.

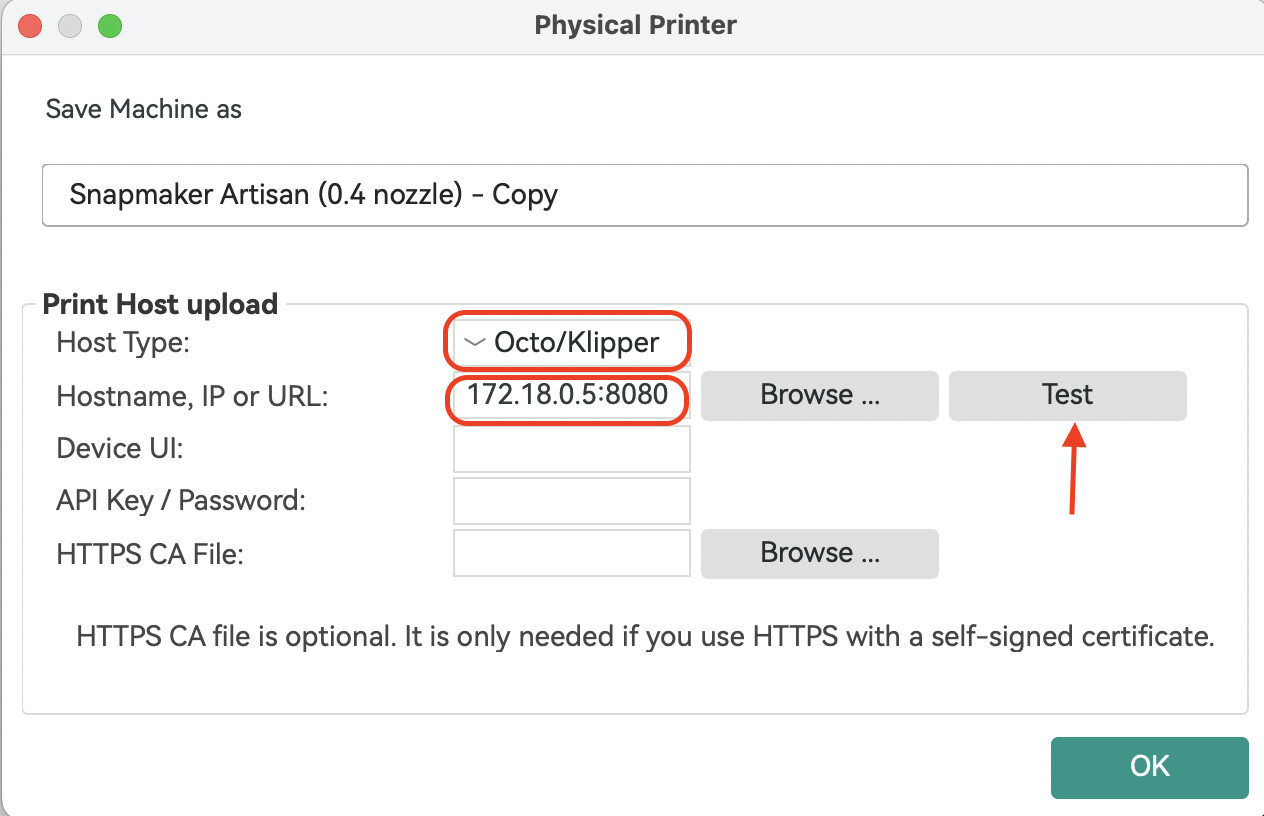

With this beta version you no longer need to open Snapmaker Luban first to establish the connection. The only difference from before is the IP-address format, which now becomes: current device IP:8080 , e.g., 192.168.0.1:8080 .
Known issues
- When using the Dual Extrusion 3D Printing Module setup for bed-level preheat or XY-offset calibration, uploading & starting a print from Snapmaker Orca will interrupt the calibration.
- Uploading & starting a print from both Snapmaker Luban and Snapmaker Orca at the same time will cause the job to fail.
- In some cases, sending a file via Snapmaker Orca may stick at 0 % upload progress; if this happens, restart the machine and provide logs plus a description of the problem.
- When using the rotary module, the “re-print” function may occasionally restart the job at a different origin.
- When re-printing with the laser module, pausing during the downward move will cause the return-to-origin to fail.
Post Update: 2025-11-22
Hi everyone,
It has been a full year since this thread was last updated, and I want to sincerely apologize for the long silence. I was away for six months on maternity leave, but the delay in providing updates here was ultimately our oversight as a team, and we truly regret letting this thread go quiet for so long.
Thank you all for your patience, your continuous discussions, and your dedication to improving the Snapmaker 2.0 experience. Now that I’m back, I’d like to share two important updates regarding the Vibration Compensation open beta.
1. About the Open-Source Code Update
Our firmware development team updated the Vibration Compensation–related source code to the Snapmaker 2.0 Controller Firmware open-source project on GitHub in January 2025. However, we overlooked sharing this information here on the forum at that time — our sincere apologies for the delay.
For users who are interested in reviewing or studying the source files, you can find them in the Snapmaker 2.0 Controller repository.
Please refer to the commit titled: Feature: add FT motion source files
You can view it from this link (GitHub commit history): Commits · Snapmaker/Snapmaker2-Controller · GitHub

2. About Merging the Beta Version into the Main Firmware
At the moment, merging the Vibration Compensation beta into the official Snapmaker 2.0 firmware remains on hold.
Although the feature offers promising performance improvements, enabling it also introduces several significant limitations and difficulties. Since we currently cannot allocate sufficient resources to address these issues and refine the experience, we prefer not to roll it out to all users in its current state.
To avoid potential large-scale print issues or confusion among general users, we will continue to keep this beta version available only within the community, primarily for technical users who are aware of its limitations and willing to test and explore on their own.
Previously, we collected small-sample feedback from the community regarding whether the feature should be merged into the mainstream firmware:
-
~68% preferred merging it into the official firmware for all users
-
~20% suggested keeping it only for community users
-
~12% felt they needed more information before deciding
| Option | Facebook Votes | Forum Votes | Total Votes | Share |
|---|---|---|---|---|
| Release to all Snapmaker 2.0 users | 115 | 18 | 133 | 68% |
| Release only to community users | 33 | 5 | 38 | 20% |
| Not sure, need more information | 20 | 3 | 23 | 12% |
You can find the discussion in the two earlier threads:
- Facebook group post: https://www.facebook.com/groups/snapmaker/posts/2101882913563344/
- Forum post: Should we release the new firmware with Vibration Compensation to all users, despite its current limitations? Vote here
Post Update: 2024-12-26
We have released the updated beta version V2.3.2, which fixed the issue where the firmware repeatedly triggered the runout resume notification due to the M600 G-code command.
Post Update: 2024-11-27
We have released the updated version V2.3.1. This is considered as a stable version of the vibration compensation firmware for Snapmaker 2.0 series, which adds the support for the latest 2W Infrared Laser Module compared to the previous beta version! Additionally, it also fixes some bugs and adds improvements for the current mainline firmware.
This post has been updated to reflect V2.3.1, including the Before You Start, Download, Changelog, and Share Your Feedback sections. Scroll down to download the latest firmware and learn more information.
Please note:
- As with the previous vibration compensation firmware, this update will alter the controller firmware’s recorded parameters and data, including 3D printing bed leveling data, laser work origins, and the status of the Quick Swap Kit and Bracing Kit configurations. After upgrading, you will need to reconfigure the Quick Swap Kit and Bracing Kit installation status and recalibrate the 3D printing bed leveling and laser function from the screen.
- The vibration compensation is disabled by default. You’ll need to enable it before the test.
Post Update: 2024-09-13
We have released the updated beta version V2.2.1.
This post has been updated to reflect V2.2.1, including the Download, Changelog, Specs, Known Issues, How to Test and Contribute, Disable and Enable Vibration Compensation Feature, and Test Model sections. Scroll down to download the latest firmware and learn more information.
Post Update: 2024-08-02
The next beta version is set for release before mid-September to address known issues, while the stable version is anticipated by the end of October. To ensure that existing users are not affected, we plan to disable the vibration compensation feature by default when it’s integrated into the Snapmaker 2.0 firmware. We will provide a Wiki to help users easily enable this feature as needed. We welcome your feedback and suggestions. ![]()
Update: 2024-11-27
Hello Makers,
We are thrilled to announce the latest update regarding the vibration compensation beta firmware for the 2.0 series! It is now available for extensive Open Beta testing. ![]() Our goal is to gather feedback from a hundred users to ensure a seamless integration of this feature into the mainline of Snapmaker 2.0 firmware. Your assistance in this process is highly appreciated, and rewards await your valuable input.
Our goal is to gather feedback from a hundred users to ensure a seamless integration of this feature into the mainline of Snapmaker 2.0 firmware. Your assistance in this process is highly appreciated, and rewards await your valuable input.
Compatibility
Snapmaker 2.0 A/AT/F models
Before You Start
![]() When upgrading the firmware to the latest vibration compensation firmware version, it is necessary to reconfigure the Quick Swap Kit and Bracing Kit installation status and recalibrate the 3D printing bed leveling and laser function.
When upgrading the firmware to the latest vibration compensation firmware version, it is necessary to reconfigure the Quick Swap Kit and Bracing Kit installation status and recalibrate the 3D printing bed leveling and laser function. ![]() Failure to do so will result in operational issues with the machine.
Failure to do so will result in operational issues with the machine.
Download
Latest Version (2026-01-05): Snapmaker2_V2.4.0
History Version:
- 2024-12-26: Snapmaker2_V2.3.2
- 2024-11-27: Snapmaker2_V2.3.1
- 2024-09-04: Snapmaker2_V2.2.1
- 2024-04-28: Snapmaker2_V2.2.0
Changelog
Latest Version (2024-12-26): V2.3.2
- Fixed the issue where the firmware repeatedly triggered the runout resume notification due to the M600 G-code command.
History Version (2024-11-27): V2.3.1
-
Fixes
-
Fixed an issue where the failure prompt was not displayed on the screen during Z-axis height calibration with a Dual Extrusion 3D Printing Module setup.
-
Fixed a freezing screen issue during Z-axis height calibration caused by improper Quick Swap Kit and Bracing Kit configuration.
-
Fixed an issue where the Air Purifier would be erroneously turned off after a filament run-out event.
-
Fixed the issue of occasional UART lockups, abnormal job terminations, and significant delays in communication with Luban by optimizing the UART DMA communication program.
-
-
Improvements
-
Added support for the 2W Infrared Laser Module and all features from the current stable version.
-
Enhanced enclosure door detection functionality:
-
Previously, the feature could not be disabled when the door was open.
-
Now, it can be enabled/disabled regardless of door status.
-
-
Improved M600 command functionality:
-
Previously, there was a delay in pausing for filament run-out after the M600 command during extrusion.
-
Now, the machine immediately triggers the pause upon receiving the M600 command.
-
-
Adjusted the target height for the automatic lowering phase during manual leveling of the 3D printing heated bed to prevent collisions with the bed.
-
History Version (2024-09-04): V2.2.1
-
Vibration compensation is disabled by default. You’ll need to enable it before the test.
-
Fixed an issue where the toolhead occasionally failed to return to home correctly in vibration compensation mode.
-
Motion parameters (including acceleration, max acceleration, and max speed) are now maintained independently for 3D Printing, Laser, and CNC, enhancing support for the 3-in-1 application scenario.
History Version (2024-04-28): V2.2.0
-
This firmware beta version adds support for Quick Swap Kit, Bracing Kit, and all features present in the current stable version v1.19.0.
-
The vibration compensation in this version is achieved by incorporating the FT motion feature from Marlin 2.0, known for its relatively low resource consumption. The code is open-source on Github: GitHub - Snapmaker/Snapmaker2-Controller at ft-shaper
-
For parameter configuration and vibration compensation frequency calibration, refer to the documentation: Fixed-Time Motion | Marlin Firmware
Specs 
For 2.0 Models with 20mm-lead XY axes:
-
Raised max. printing speed by 20%: 100 mm/s →
125 mm/s120 mm/s -
Raised max. acceleration by 200%: 1000 mm/s2 →
3500 mm/s23000 mm/s2
For 2.0 Models with 8mm-lead XY axes:
-
Raised max. printing speed by 20%: 100 mm/s → 120 mm/s
-
Raised max. acceleration by 100%: 1000 mm/s2 →
2500 mm/s22000 mm/s2
Steps
- Download and upgrade to the latest vibration compensation firmware provided in this post: V2.3.1.
- Reconfigure the Quick Swap Kit and Bracing Kit installation status and recalibrate the 3D printing bed leveling and laser function.
- The vibration compensation feature is disabled by default. Connect your machine with Luban. Send the following Gcode commands in Luban - Workspace - console to enable it.
M493 S14
M500
-
Print one of the provided Gcode files for the quick test. Ensure you select the correct Gcode for your specific machine model and module setup status.
-
If the quick test is successful, you’re all set.
-
If the quick test fails, perform Input Shaper Tuning and you’re good to go:
Before you start, we would like to let you know that we implemented a default frequency of 35Hz in the code. However, this may not be universally applicable, given the significant variations in machine statuses. Therefore, we suggest you tune Input Shaping to find the optimal frequency for your machine.
Download the provided Gcode files for Input Shaping Tuning for your machine. Print it with PLA.
ringing_tower_A150_0.2mm_100mmps.gcode (536.0 KB)
ringing_tower_A&AT&F250_0.2mm_100mmps.gcode (544.1 KB)
ringing_tower_A&AT&F350_0.2mm_100mmps.gcode (561.3 KB)
Analyze the result. Measure the height of the best-looking/least-ringing layer.
To get the frequency Hz value for a given Z height, use the formula
15 + 45 * (z / 0.2 - 2) / 297.For example: The least X ringing appears at a height of 15mm. So we calculate
15 + 45 * (15 / 0.2 - 2) / 297and get a result of 26.06Hz.
Send the command
M493 A26.06to apply the frequency to X motion.For Y you would use
M493 B26.06.Send
M493 S14 P1 K0.0008to restore the type of input shaper and the default factor for pressure advance. (Optional)Send
M500to save the configuration.

Gcode Files for Quick Test
Below are some Gcode files that support quick test. Feel free to download and print these test models after installing the vibration compensation beta firmware and completing the reconfiguration and bed leveling calibration of your machine. Additionally, we encourage you to test print your own models, including large-sized models with lengthy print times. When printing your models, consider the following recommended speed settings:
-
Wall speed: 60 - 100 mm/s
-
Infill speed: 80 - 120 mm/s
Test Model - 3DBenchy
A350T/F350 with Dual Extrusion 3D Printing Module
G-code File for PLA:
3dbenchy_AT&F350_dual_extruder_0.24mm_L20.gcode (2.3 MB)

Printing Time: 33min 10s (excl. nozzle and bed heating time)
Printing Parameters:
-
Layer Height: 0.24 mm
-
Wall Speed: 100 mm/s, Acceleration: 3000 mm/s^2
-
Overhand Speed: 100%, Acceleration: 3000 mm/s^2
-
Infill Speed: 120 mm/s, Acceleration: 2000 mm/s^2
-
Travel Speed: 120 mm/s, Acceleration: 2000 mm/s^2
A350 with Dual Extrusion 3D Printing Module
G-code File for PLA:
3dbenchy_A350_dual_extruder_0.24mm_L8.gcode (2.3 MB)

Printing Time: 35min 57s (excl. nozzle and bed heating time)
Printing Parameters:
-
Layer Height: 0.24 mm
-
Wall Speed: 100 mm/s, Acceleration: 2000 mm/s^2
-
Overhand Speed: 100%, Acceleration: 2000 mm/s^2
-
Infill Speed: 110 mm/s, Acceleration: 2000 mm/s^2
-
Travel Speed: 120 mm/s, Acceleration: 2000 mm/s^2
Disable and Enable Vibration Compensation Feature
You can disable and enable the status of the vibration compensation feature by sending a few Gcode commands. Connect your machine with Luban. Send the following Gcode commands in Luban - Workspace - console.
Disable Vibration Compensation:
M493 S0
M500
Enable Vibration Compensation:
M493 S14
M500
Note: This command allows you to enable the vibration compensation and choose EI as your input shaper. Provided below is a comprehensive list of all available input shapers.
-
S0: Standard Motion. This means disabling the vibration compensation feature. -
S1: Fixed-Time Motion -
S10: ZV Input Shaping -
S11: ZVD Input Shaping -
S12: ZVDD Input Shaping -
S13: ZVDDD Input Shaping -
S14: EI Input Shaping -
S15: 2HEI Input Shaping -
S16: 3HEI Input Shaping -
S17: MZV Input Shaping
Learn more about M493 - Fixed-Time Motion in Marlin’s official website.
Share Your Feedback
We greatly value feedback from all users.
- Submit a Support Ticket: Contact our support team directly by submitting a support ticket or emailing us at support@snapmaker.com.
- Post in a Dedicated Thread: Feel free to discuss any issues or concerns here.
Known Issues
When performing print jobs, especially when printing “Offset Calibration Check”, the print progress on the screen may occasionally remain stuck at 0%.
Notes
-
When there’s quick short-distance movement in a zigzag pattern, it’s suggested to reduce acceleration or speed to avoid missteps.
-
For features in the model that require fast printing, slightly lower acceleration. For features requiring high acceleration, slightly decrease the target speed. In essence: high target speed should be combined with lower acceleration, and lower target speed should be paired with higher acceleration.
-
When using the Single Extrusion 3D Printing Module, it is recommended to consider the cooling direction. When slicing, modify the orientation of the model’s overhang face to align with the air outlet for cooling from one side with a single extruder.
-
If you want to return to the current stable firmware, download the latest version here .
Previous Thread
This thread discusses the latest updates on the vibration compensation firmware for the 2.0 series. For information on the previous thread, please refer to:




