Here is the latest result after doing a 6 x 6 calibration. You can see that the bottom of the print looks much better but for some reason the bottom had a hard time adhering to the next layer up…


That is certainly MUCH better for the first layer. The new issue is most likely due to a low print temp or excessive speed issue.
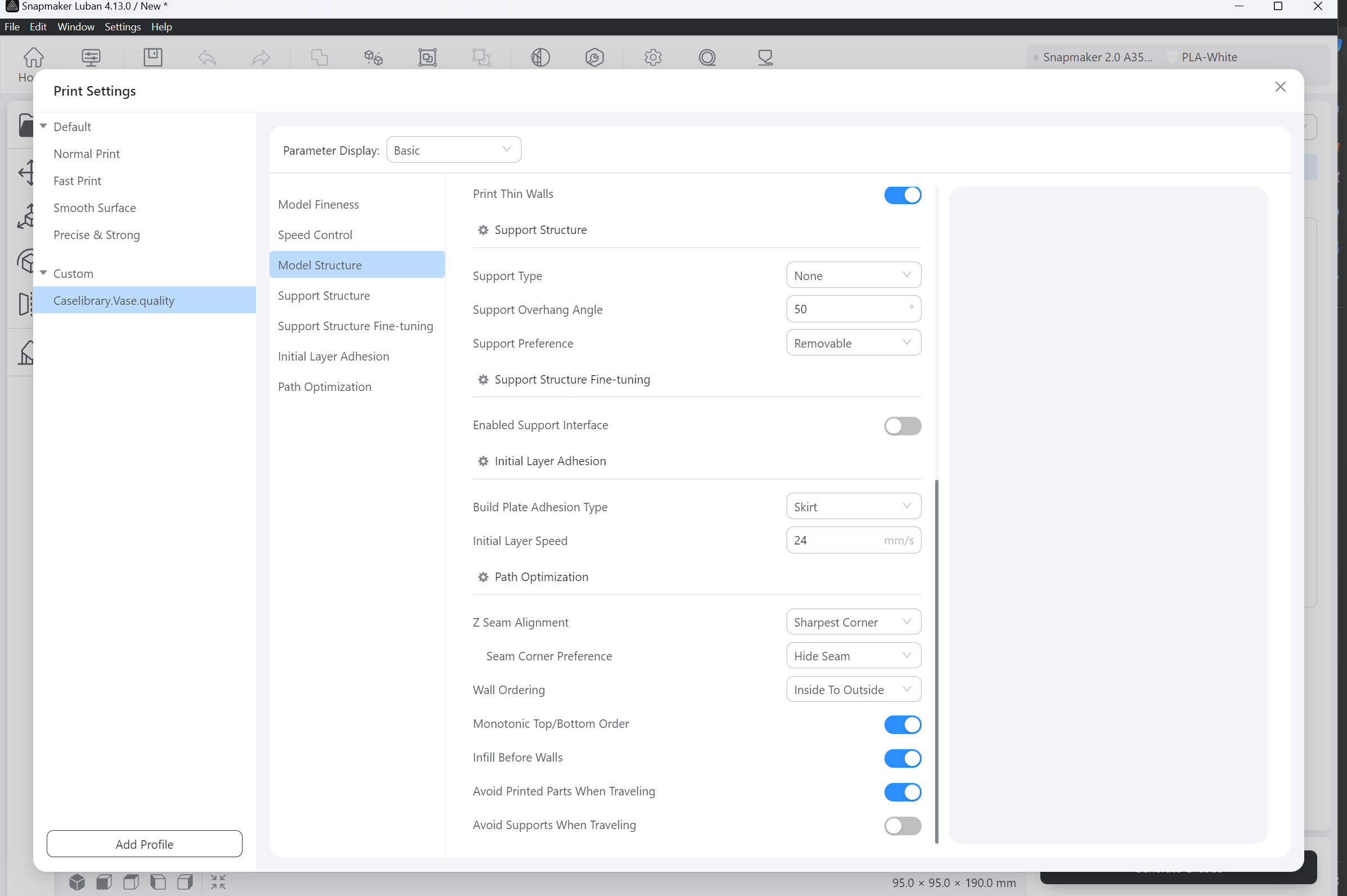
- Can you provide screenshots of the slicer settings that you used for this print?
- What filament brand and type is this you are using?
- Have you ever printed successfully with this specific brand/type/color filament before?
way to go @SaraJade! considering the rest of the print looks good. you are very close to a good filament temp. your bed temp and adhesion looks good. i would say slightly warmer filament temp
by any chance do you have an enclosure and opened it then ![]()
also for my poor eyes it almost looks like the print shifted more then lifted…am i seeing that right?
The slicer settings are the default settings that Snapmaker Luban has. I reset all configurations so that I could start from scratch. I am including screenshots of the settings (it took two to get it all). The type of filament is Overture Matte PLA. I’m including a pic of the spool. I have used it before and it seemed to work fine until recently.
In case the label is hard to read…
Nozzle Temp: 190 - 220 degrees C
Bed Temp: 50 - 70 degrees C


I forgot to add that the part did lift and not shift. It only looks like it shifted because I had to squeeze the part a bit to show that it had separated.
The location of the split does indicate that it could be a temp issue, so I agree with the others. Increase the temp and it should probably (hopefully?) be fine…
Matte filaments tend to have poor layer adhesion, and often require higher print temps to compensate for that. The Snapmaker Luban default print settings are rarely optimized for a filament, and nearly always require manual tuning to get the best outcome. Things like temperature, flow, linear advance, and retraction speed/distance should be tuned for each individual filament brand, type, and color. Getting the tuning really dialed-in can be tedious work, but the rewards are WELL worth it.
Sara, you may want to inspect the printing bed sheet as well. Over time if you consistently print in the center, the bed sheet can swell and thicken. It may feel smoother than the rest of the sheet as well. Run your hands over the center of the sheet to see if you can feel any unevenness in the surface. Calibration can fix this if this is your issue, just replace the bed sheet. They are cheep. Hope all the advice above helps.
Update
So, after the first layer issue was fixed, I have tried multiple prints. First I shut the vent in the room…since I am running the air conditioner and I didn’t want the room temp to interfere. Still had layer problems. Then I added the Overture Matte PLA specifications to the material section of Snapmaker Luban so that now I can select it as a material. Still had layer problems. So then I increased the nozzle temp 5 degrees (to 210) just to see if that changed anything. Still had layer problems. Tried a new print…pic included. Still…same problem. I did notice that after not very long into the print the nozzle temp reverted back to 205…so how do you get the nozzle temp to stay at the temperature that you have selected?

Also, the print bed sheet is brand new (about 2 weeks old).
Is your spool freely spinning or get it stuck every now and then or is tangled?
Matte filament seems to be general problematic, I and others had no good experience except the first 500g of a spool (at the second half I got cloggings and feeding issues, a bit like you).
Try to print it even hotter maybe 220°C.
And set the 220° in material settings in luban and not manually set on touchscreen.
Then it should not be reset while printing.
Since the underextrusion (= gaps) occur very localized, it may be a problem with the retraction settings. I do not use Luban very much - I just tried to find the setting for extra prime amount (or alternatively to disable retraction), but Luban seems to hide them from the user ![]() So my recommendation would be to go for Cura or Prusa Slicer and try to play with retraction. Looking at your picture, I’d start with adding some extra prime amount.
So my recommendation would be to go for Cura or Prusa Slicer and try to play with retraction. Looking at your picture, I’d start with adding some extra prime amount.
Or am I missing something? Any Luban user can help how to change retraction in Luban?
Spool is spinning freely and I’m always checking it to make sure that it doesn’t get stuck between prints so no tangling. The gaps really aren’t that localized. I just happened to take the pic from that angle and that close. I will try the print with the nozzle temp set in the materials section. By the way Hauke…that is where you set the retraction settings as well.
If the print starts out fine but the gaps starts to occur after a while, it’s often because the temp is too low and/or the speed is too high. The extra heat from the buildplate keeps the meltingspeed fast enough but when the extra thermal energy radiating from the buildplate decreases, the meltingspeed becomes too low… I would stop fiddling around with small increases and just crank it up to 225 just to see what happends. Then after confirming that it works, you could lower it a bit…
And make sure the retraction is not too high. About 1 mm or so should be fine…
Have you calibrated your esteps?
I agree, looks like plastic is not getting hot enough to melt together. 220 degrees
I know it’s been a while…but I just wanted to stop in and say that I believe I found the exact settings that finally worked for me using this filament. I set the nozzle temp to 225 and the bed temp to 70. Then after the first few layers, I reduce the bed temp to 60. I also change the top and bottom thicknesses to match the wall thickness (1.2). This created an almost flawless print coming off the bed. Thank you everyone for commenting. I hope this information helps others in the future.