I’m using the original Snapmaker and their 1.75mm PLA. The print as you’ll see is kind of stringy along one portion of the print. This is an outside wall. It has also happened on an adjacent wall, but in the inside. I’ve tried different temps for the filament and the bed. It has happened on multiple tries at the exact same spots every time.
I find it extremely odd that it is only happening at these select locations. Anyone see this problem and have a thought on a corrective action?
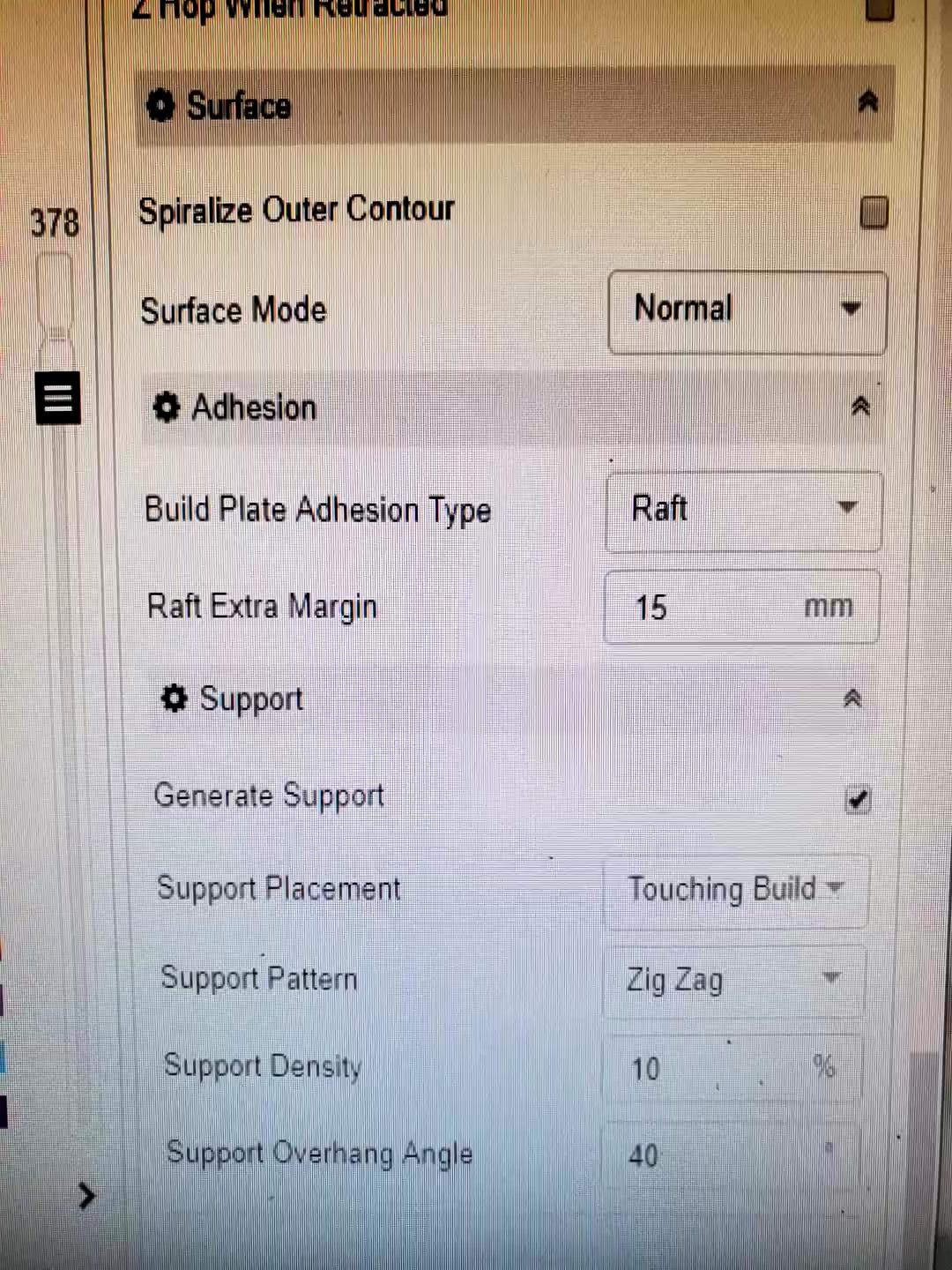
Hey, what Slicer and what setting do you use?
Is the filament spool running easily and smooth?
BTW this is a underextrusion issue.
Maybe you try to print a bit slower.
40mm/s is a common print speed for good quality. Improving the wall thickness would may also help.
With what Profile do you print?
May you upload your model and gcode?
What machine do you have?
Try to print with 190°C give it more wall thickness 1,2mm and look at the print if the spool is running easy.
Hey @TiminPA, you could choose a profile in snapmakerjs or luban.- This means Fast, Normal-Quality or High-Quality.- Try the normal, you are running the fast now, right?
Okay, just a few people customize at the beginning.
Your gcode looks in my slicer (simplify3d) very fast printed.
May you upload the stl as well?
There could also be a slicer issue…
Are all 4 vertical sides of the cube the same, or is it only the front of the cube?
I had some issues with the filament binding, and it mostly often occurred on the left side of the front face or front side of the left face, when the print head moved to the left and away from the filament reel. I could hear the filament clicking, as it bound up then released. When I watched it, I could see the filament get tight before the reel clicked and the filament slackened.
I ended up printing one of the filament feeder projects on Thingiverse. I personally like the YASTH, but it is kind of a big print. Now the only time I have issues is when the filament itself gets crossed on the spool, usually because of something I did.
@xchrisd I should have mentioned previously that before I printed the 2% scaled version, I did print a 1% version and it printed without any issues that I’m seeing with the larger print.
I went ahead and printed the test print gcode that you linked in your post. For some reason, it didn’t adhere to the plate and curled up at the corners. Otherwise it did okay.
Check out the image. The issue on the outside has been printing on the back side of the printer if you are facing the printer. The other spot is on the inside, of the left side.
Might try again with retraction disabled.
If you are hanging the spool from the back of the upright post that is probably a big part of it. Another possibility is your filament thickness consistency though I dont see where that would occur at the same spot every time.
Depending on what filament I am using I increase or decrease flow.
I’m still feeling like it is a retraction issue. 20mm/s is a really slow print… hmmmm
Do you have a fan blowing in the room?
I’ll see if I can post some pics of what I did.