At first I thought I had a leveling issue. While I still believe this machine is horrible at getting a bed level, after I manually shim everything I can get a level bed. However, I still have issues like this. So something else is amiss.
Here is my bed level. not perfect, but pretty good. It is within 0.4mm. I figure auto calibration should be able to address the rest. I’m getting ready to upgrade to the diff IR sensor and go glass, but this is what I have today.
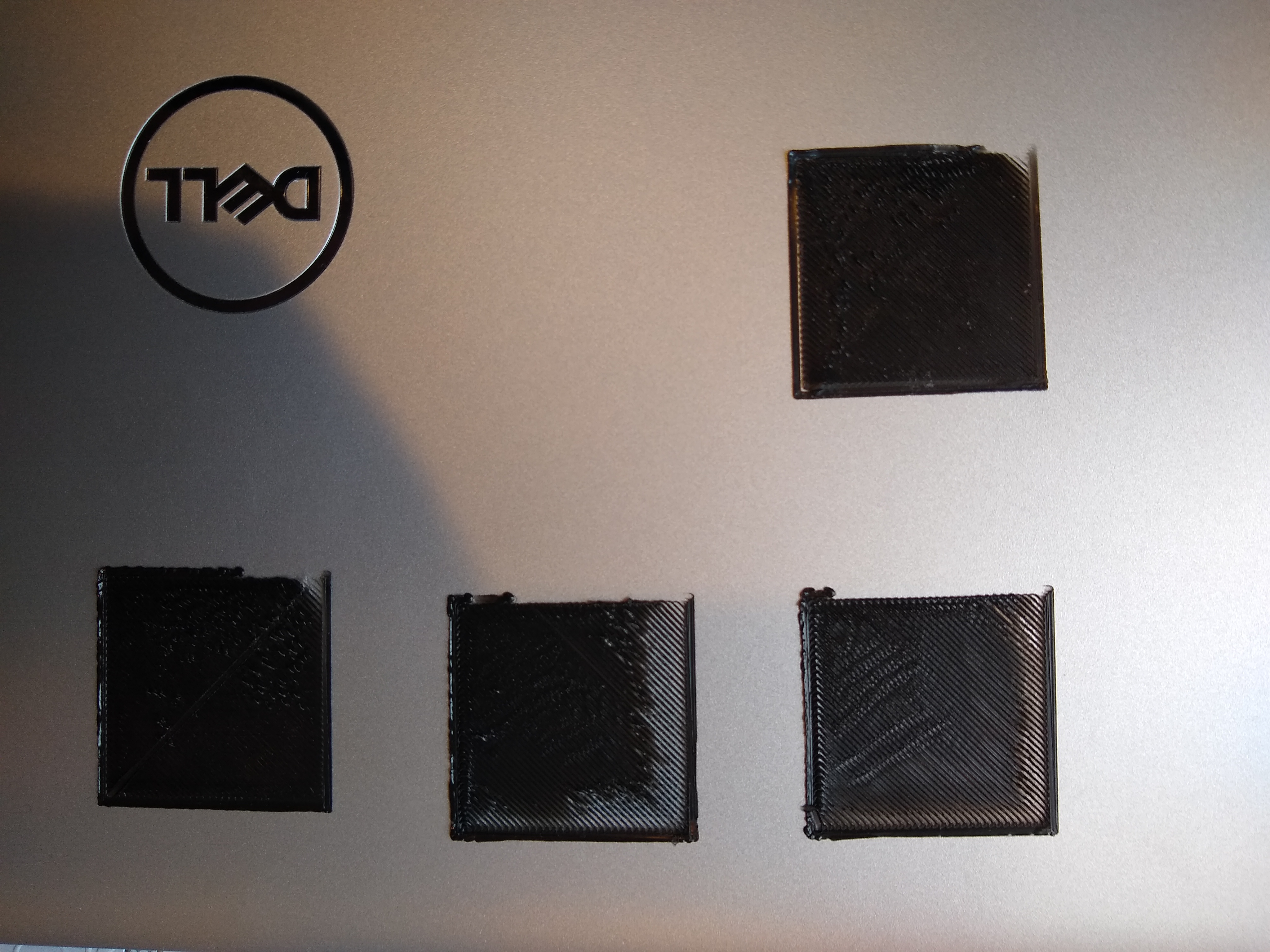
These are 40x40x0.2 squares. I put the print matt on backwards and always use that same orientation.
As for those 40x40x0.2 squares, I have to say they are not perfect but acceptable.
It is pretty strange that the globby corners are towards 0,0 while the thin ones towards 320,340. Could you please share the g-code file so that we can reproduce it at our end?
I am sorry @Edwin but I dont think that is a very good result. Those waves are not right, never mind the lost top edges. To me it looks like the nozzle is way to low in places though it could also be partly due to over extrusion.
Why I moved to a glass print sheet.
With the stock print sheet the probe detects not the plate surface but the metal beneath it and any leveling is done on that metal surface, not the actual build surface. If the plastic covering is not absolutely uniform no amount of leveling will fix this. In addition the metal plate is held tightly down against a build plate that we all know is warped and warps further when heated. Lastly I have a view that the leveling process is not probing the bed in the location that corresponds with the coordinates of the nozzle. So we have a build surface that has humps and bumps and a process that does not probe where the nozzle will be.
Using something that stays flat like a glass plate helps as long as you can probe the top of the glass. Also if it’s not clamped it will remain relatively flat even with a warped bed, it just touches the top parts (though this does result in variable temperature issues). Lastly, because the glass is flat, even though the probe is in the wrong location it gives the right result as you only need to sort out the slopes, not the humps and bumps. This is also why a number of people printing on glass have reported better results with fewer grid points.
I dont think the existing print surface can ever be truly leveled.
I have glass under my stock printing matt and it helps.
I to believe the nozzle is too close and as I’ve run a few more prints, lifting the head 0.05mm each time it is improving. However, it is still thinner in the upper right than the the lower left and almost all globbing is gone. I’ve been able to print nicely before after manually leveling, and never see a discrepancy like this.
If you have glass under the standard build plate then you will certainly will have issues with bed temperature. Have you had a look at the actual temperature across the bed? It’s likely to be very cool in the corners. There was an interesting thread about changes in bed temperature changing what appeared to be a leveling issue.
It’s all a bit tricky with a bed this size. We just have to get it as flat as possible, let the auto leveling sort out the slopes and live with the temperature differentials.
Hi Sigogglin, I would think any bed is good enough to print those parts, they are very small and could be printed with a raft if not sticking or just use ordinary supports, The tree supports do need decent bed adhesion. They just need to print OK to work, it’s just you looking at them and you can print nicer ones later.



 Yes corners are cooler
Yes corners are cooler