Hello friends! Sorry for the wordy post but there was a lot that went into me researching this issue. For me, it seems I found a solution, at least for this filament…
I had to walk away from this issue for a while because it was driving me nuts. Recently I began researching it again. With the help from several articles on all3dp.com, countless YouTube videos, and a very useful Thingiverse tool, I seem to have solved this particular issue (as well as troublesome first layer issues). My research revealed that there are many factors that affect the first-layer adheasion including nozzle temp, bed temp, cooling fans, and print speed. Also, materials from different manufacturers (and even different batches from the same manufacturer) may require different settings. For this issue, I was focusing on PETG and I’m using Cura as a slicer.
This article on all3dp was particularly useful. The Perfect PETG Print Settings | All3DP. It gave me some starting parameters to which I applied manufacturer suggestions to and I set out to solve this issue. For this particular filament, the manufacturer suggested printing temps between 230 and 250 and bed temps between 80 and 90. Note: Cura automatically adjusts the first layer print speeds to 50% of the set speed. All of these were actually printed at 25 mm/sec even though the overall setting was for 50 mm/sec.
Using this bed level test from Thingiverse (Bed Leveling Calibration Test Object (Parametric) by pgreenland - Thingiverse) I got started. The following images show the result of each test with the printing parameters shown in the photo. Cooling fans were off for all of these tests and the SM printing surface was coated with a thin layer of Elmers “Disappearing Purple” glue stick.



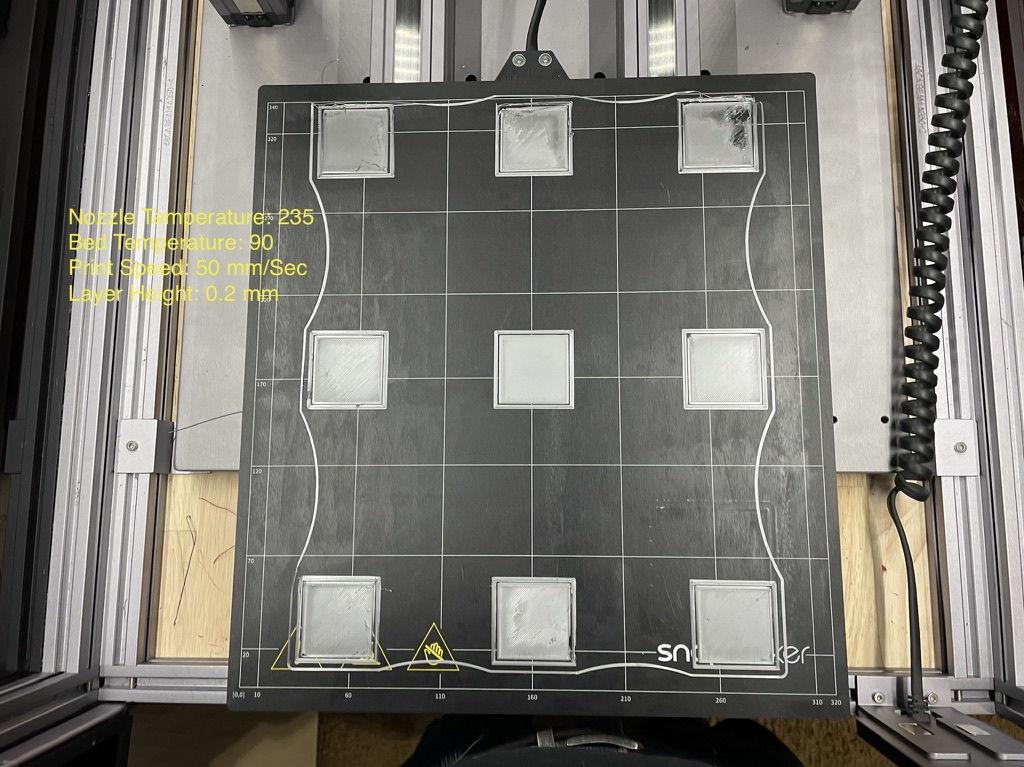
These tests showed me several things. First, small changes in bed temperature can make a big difference in layer adhesion. I changed these in 5-degree increments but could probably get more precise. Second, my printing surface and/or heated bed and/or bed frame on this machine is not flat. Or, the printer controller is not doing a very good job of adjusting to the inconsistencies in bed level. After performing these tests I noticed that the nozzle had actually damaged the print surface in the area shown in the upper-right of the photos.
Taking what I learned here I started a new print. A simple enclosure I’m working on that is 61mm-sq. It worked. For the first time, I got a nearly flawless first layer. And… through the almost 3-hour print, I had little to no buildup of material on the nozzle.

This was all done with the SM hot end and nozzle with one modification. I used a syringe with a blunt needle on it to inject thermal compound into the hole the temperature sensor for the hot end is seated into. I did this based on another thread I saw on these forums to ensure accurate thermal readings. I don’t know if it made a difference or not, all I know is that the combination of these settings seems to have resolved this particular issue.
Also, I did complete the extruder calibration as suggested earlier in this thread. Using the 100mm test mine was off by about 14mm and was under extruding. This is the process I followed: Extruder Calibration a must - #33 by Termin8tor
Thank you all for the input here!