When issuing commands via Wifi and trying to adjust the Z-axis on the touchscreen, I had to disconnect on the touchscreen screen.
I don’t know if this had an adverse effect, but the first adjustment did not improve the print result.
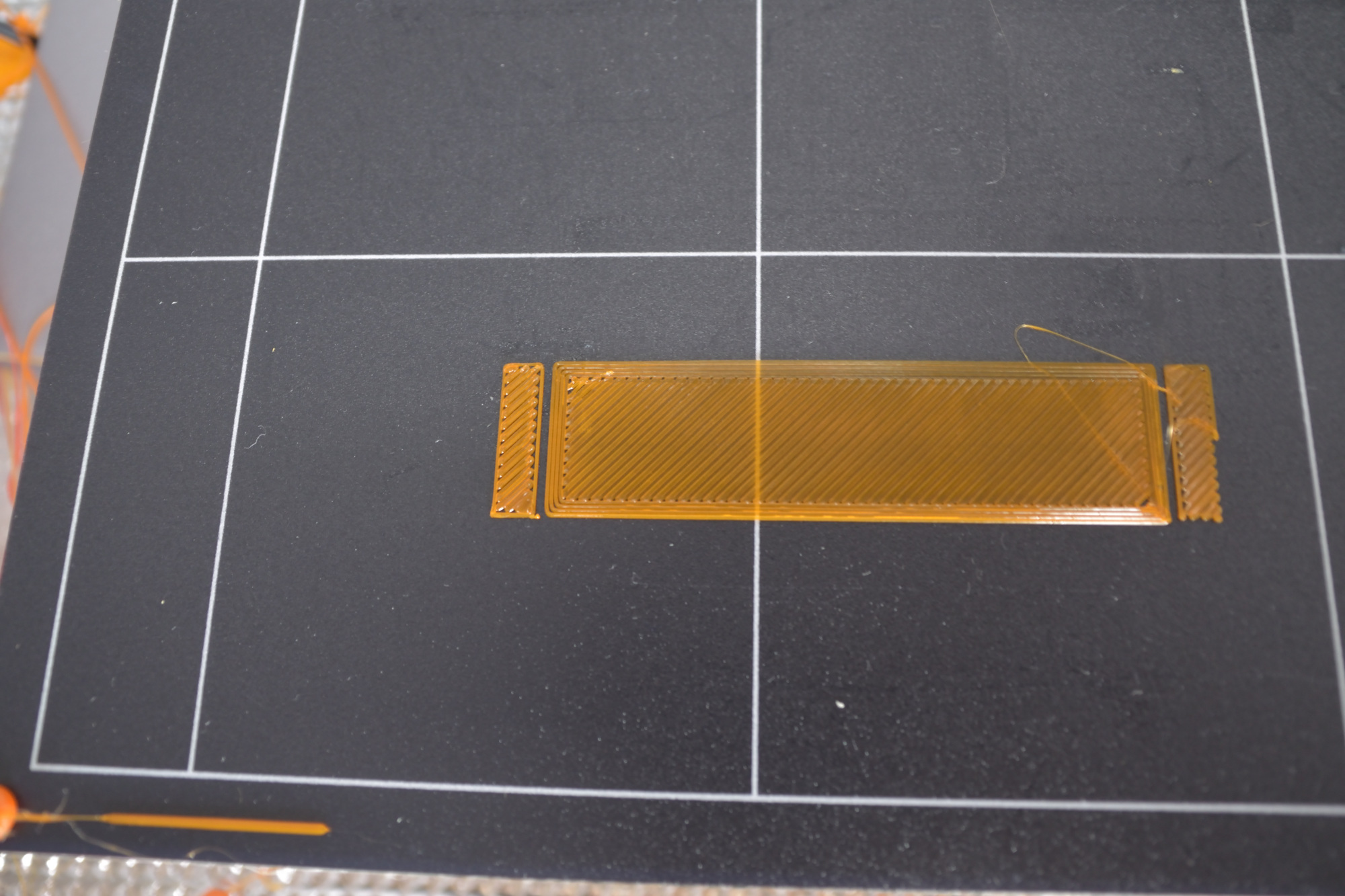
The part where the filament is peeling is the point where the sensor is detecting.
I thought it was strange, so the second time I did everything from Luban via WIFI.
As a result, the printing results are very good.
In the second photo, the thickness is close to constant and ideal.
The printing sheet itself also seems to vary in thickness.
It may be that the printting sheet is deformed when it is bent by hand to remove the print.
The 11x11 adjustment is a very pleasing result for me.
Again, thank you, brent113.
Are you always printing in the corner or is this just for testing?
You’ll always have better results in the center. Besides bed level the bed is more evenly heated in the center.
The sheet will vary in flatness throughout, and changes when hot -
i have found pre-heating the sheet to 5 degrees above my print temperature, letting it sit for a bit at that temperature, then quickly executing a calibration while its still hot to have been a boon in my success.
I use ABS and PLA, but I don’t worry about the thickness change with temperature.
If I needed to, it would be inconvenient because I would have to calibrate every time I change the filament.
I have been able to print on both ABS and PLA without any problems.
The clearance between the print bed and the nozzle is 0.2mm.
Initial layer height is 0.15 to 2.4mm.
There is no need to apply glue or other material to the printing sheet.
How much will the thickness change due to temperature change? Has anyone actually measured it?
its more the sheet will warp and deform than get thicker. Flatness and thickness on this scale is not the same thing. the sheet will curl up and everyones probably going to be a bit different based on the individual print sheet, the starting point (from the webbed grid) and the heated bed’s consistency in each particular spot against another one…
there are posts on this forum of people’s mapped print surface by using an octopi in conjunction with the proximity sensor to get a visual representation of how flat the print sheet actually is, and its definitely really a thing - they aren’t flat, and get worse when hot.
so the idea is if you get the bed hot before calibrating it will have a better time compensating digitally for the physical elevation differences on the print sheet. it certainly is not perfect, but it makes a difference.
you can also increase the auto calibration grid to 5 x 5 from the touch screen (and beyond via gcode) the more points on the grid it checks, the more it knows about where to compensate.
pre-heating my print sheet has made a remarkable difference in how my machine handles different spots on the bed. it is worth trying.
meanwhile i have some glass being cut for me which is much more flat and stays that way at the cost of complications with calibration due to the sensor not being able to see it
I think the purpose of considering temperature in calibration is to help the filament settle better into the bed.
Am I correct in this?
Since I calibrated at 11x11, the filament has been fusing well on the entire sheet.
So I don’t feel the need to consider temperature changes.
If you use glass, you will get a more accurate print.
However, I do not require a high degree of accuracy.
It is important that the filament stays firmly in the bed and is easy to remove.
The physical height between the nozzle and the print bed will change based on the warpage of the sheet (from heat).
Yes, adhesion is a factor, but if a sheet warps up higher youll get what you are seeing on yours, the nozzle is too close to properly extrude in that spot, and in others it may be too far away.
I mean you can feel free to just do what you will, im just trying to make a suggestion based on my experience and the information available on the forum.
No. The point is for any warping/expanding/twisting that happens when the bed is at printing temperature to be accounted for when doing the calibration. It’s so that the bed is measured in the same conditions as it will be in when printing.
Calibration is adjusting the z-height across all parts of the bed to compensate for any unevenness int the bed so that the head is at an equal distance as it lays down filament.
The end result of this is that the first layers are at the proper height and that in turn gives proper adhesion.
-S
your bed will have different elevations based on the warping, so you can see all 3 of these types of lines on your printing.
to be frank i am lousy at offset myself, i am always a touch too high and need to work on that. but, it is more consistant across the whole print sheet due to the warping being accomodated for
I am making a macro for doing this right now and trying to add the bed temp to it too
when you get to your 2nd part to finish the commands, do I have to press any confirming button on the touch screen or should I not do that and only send the gcode?
edit: after executing my first macro it looks like the touch screen is not consulted in any way, so i must use the jogging function to set the offset. i guess
this is fascinating to see these values showing up to get an idea how how far off it is without having a dial indicator
if it sees different values between the 3 probe attempts, does it average it out?
do you know if there is a way to add to the macro to wait for the calibration to end and then use an M118 message, i think it will run the message immediately. Just wanted to play with this and then maybe share the macros.
Not that they are special or anything but i think its handy anyhow
As far as I know the answer to both of those is no, for now.
M118 echos only over the serial line, and I don’t believe the touchscreen listens for that. It would require a touchscreen firmware change to implement that.
And M0/M1 pauses are not supported either, for now. There’s an issue being tracked for that, seems possible to hijack the touchscreen filament runout routine which will pop up a “resume” option.
Question I have related to this topic is I’m trying to understand the use of M420 bed leveling command.
Marlin documentation states that bed leveling is turned off after a G28 home command unless the configuration for `RESTORE_LEVELING_AFTER_G28 is used. Looking through the source code it seems this line is commented out and not used. However, after sending a G28 command via terminal I see that bed leveling turns off and back on once the home position is reached. How is this being sent to the printer? Will it work if I use other slicing software or even octoprint?
I tried brent113’s recommendation and it just drove the nozzle into the print bed. I suspect there is a missing step here. I see on youtube others have had this problem, and proposed the changing the z offset by about -7.7. Is this a good solution?