— for english, please scroll down—
Herzlichen Glückwunsch!!
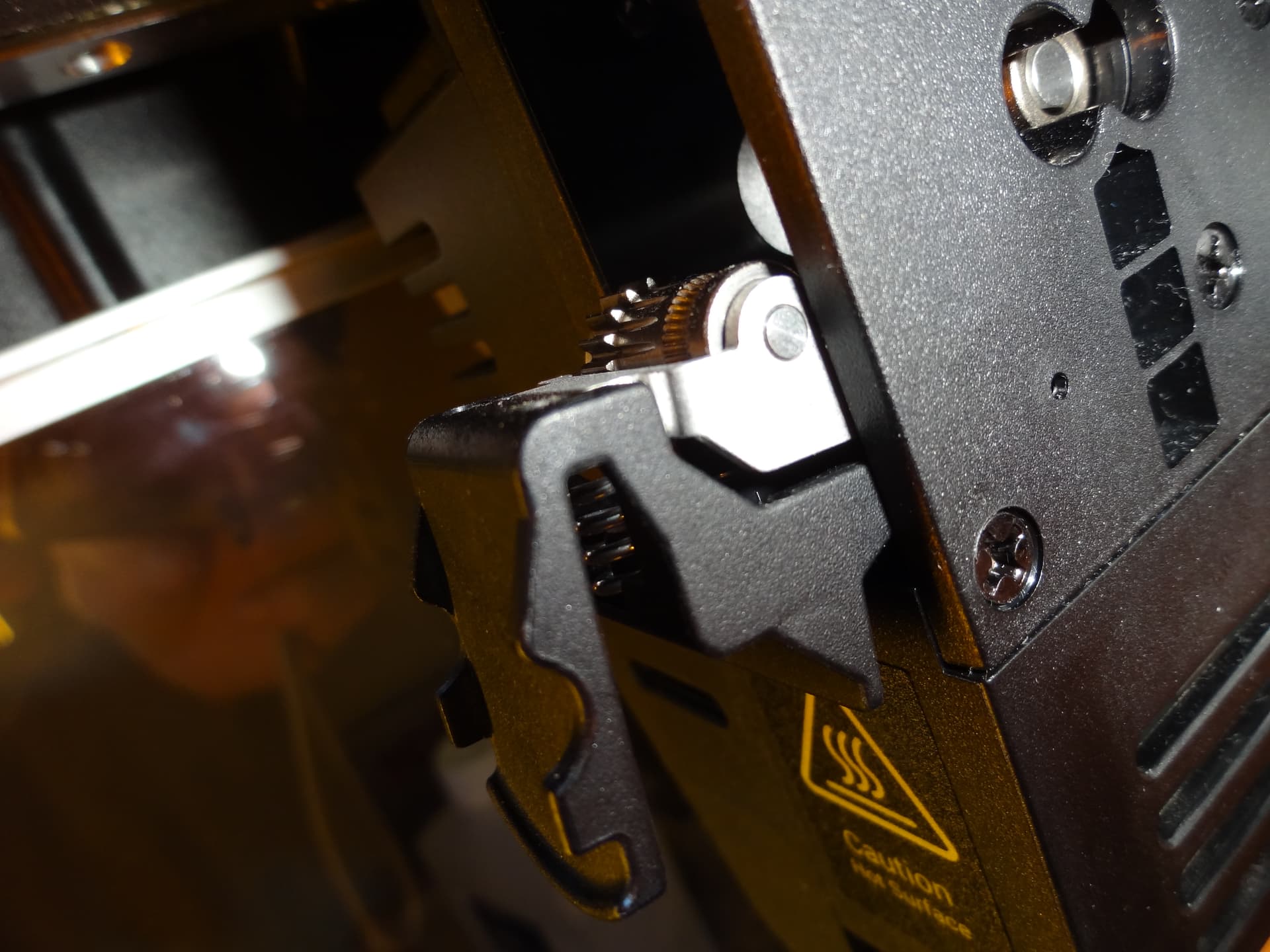
Zur Federkennlinie: Aus dem Bild oben sehe ich 5,75 Windungen, davon zwei angelegt, und keine geschliffenen Enden. Damit ergibt sich mit dem Federntool von Febrotec unter der Annahme der Standardgüte 2:
- Nennfederweg statisch: 2,4 mm
- Federkraft bei 1±0,3mm Federweg inkl. Fertigungstoleranzen der Feder: 21,8±12,9 N
- Federkraft bei 2±0,3mm Federweg inkl. Fertigungstoleranzen der Feder: 43,2±13 N
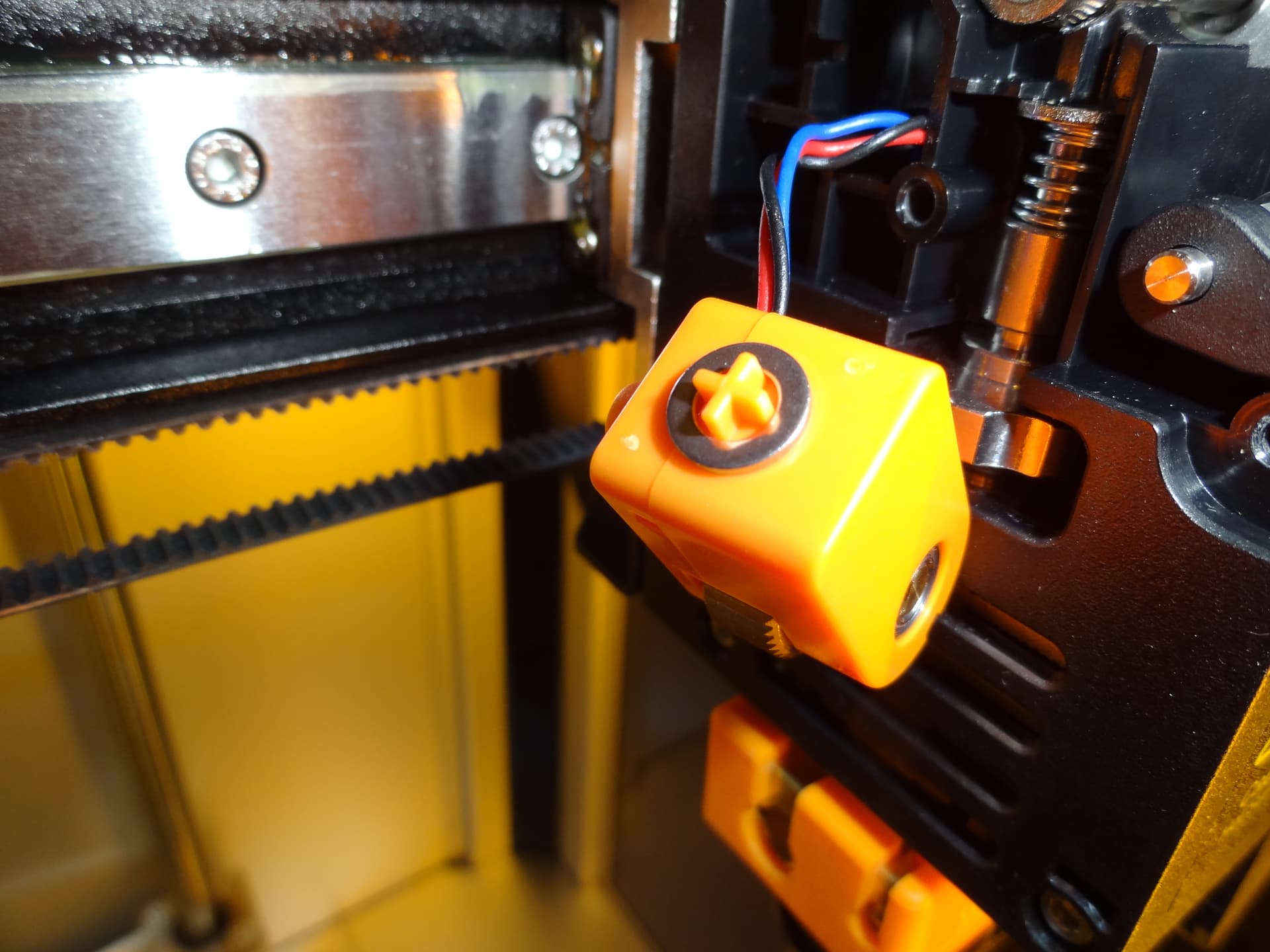
Da die Feder zum Anpreßrad ungefähr ein Hebelverhältniss von 1,5 hat, ist der Anpreßdruck des Extruderrads unter diesen Annahmen bei 32,7±19,3 N für 1mm Anpreßweg bzw. bei 64,7±19,5 N für 2mm Anpreßweg. Ordentliche Toleranzen…
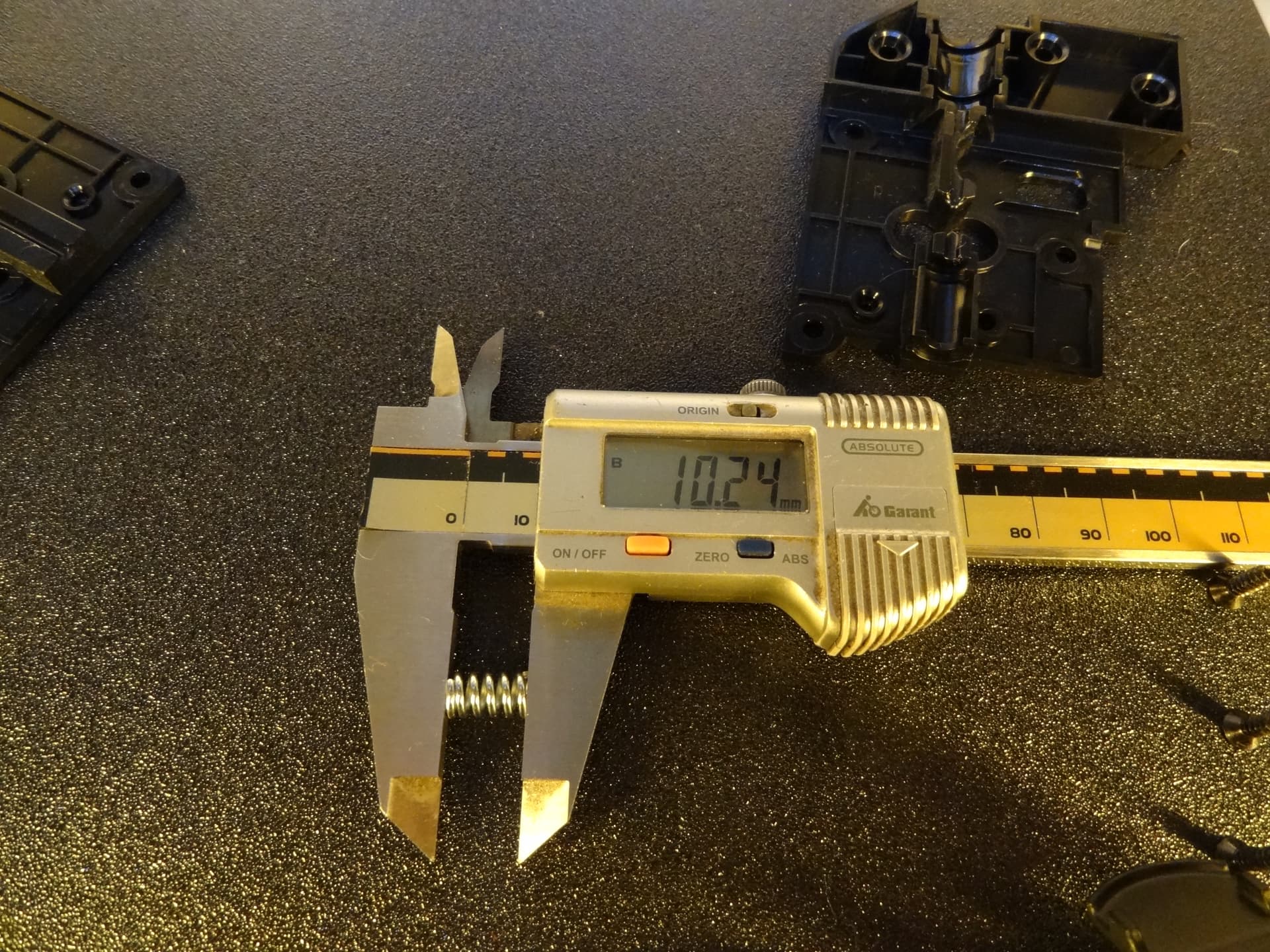
Zum Vergleich dazu der Bondtech-Extruder meines aktuellen Druckers (Hebelverhältnis 1,66, Drahtstärke der Feder 1mm mit Außendurchmesser 6mm, Länge 11mm und 7 Windungen, davon 2 angelegt und plangeschliffen):
eingestellt auf 3mm Federweg (Nennfederweg statisch 3,31 mm - die plangeschliffenen Enden machen hier eine Menge aus) kommt der auf eine Federkraft von 48,9±6,4 N und damit auf eine Kraft auf das Filament von 81,2±10,7 N.
Wenn der Kunststoff die zusätzliche Kraft aushält, könnte es sich also lohnen, die Federn zumindest für ungünstige Toleranzfälle gegen welche von Bondtech auszutauschen… damit bekommt man für die beiden oben für den J1-Extruder angenommenen Federlängen von 9,2mm und 8,2mm (1 bzw. 2mm Nennfederweg der Originalfeder, wieder mit ±0,3mm Federwegtoleranz durch den Extruder) dann 48,7±16 N sowie 83,3±18,1 N Anpreßkraft.
Congratulations!!
About the spring curve: From the picture above I see 5.75 coils, two of which are closed, and no ground ends. Thus, using Febrotec’s spring tool and assuming standard quality 2, I get the following results:
- Nominal spring deflection static: 2.4 mm
- Spring force at 1±0,3mm travel incl. manufacturing tolerances of the spring: 21,8±12,9 N
- Spring force at 2±0,3mm travel incl. manufacturing tolerances of the spring: 43,2±13 N
Since the spring has a lever ratio of about 1.5 to the contact wheel, the contact pressure of the extruder wheel under these assumptions is 32.7±19.3 N for 1mm contact travel and 64.7±19.5 N for 2mm contact travel. These are some tolerances…
As a comparison, the Bondtech extruder of my current printer (lever ratio 1.66, wire thickness of the spring 1mm with outer diameter 6mm, length 11mm and 7 coils, 2 of which are closed and ground flat):
adjusted to 3mm spring travel (nominal spring travel static 3.31mm - the flat-ground ends make a lot of difference here) I get a spring force of 48.9±6.4N and thus a force on the filament of 81.2±10.7N.
If the plastic can withstand the additional force, it might be worthwhile to replace the springs with Bondtech springs, at least in case of unlucky tolerance combinations… this would give you 48.7±16 N for the two spring lengths of 9.2mm and 8.2mm assumed above for the J1 extruder (1 and 2mm nominal spring travel of the original spring, again with ±0.3mm spring travel tolerance due to the extruder) as well as 83.3±18.1 N contact force.