I have had my SM2 A350 for several years and not seen this problem before this. My A350 is installed inside the Snapmaker enclosure.
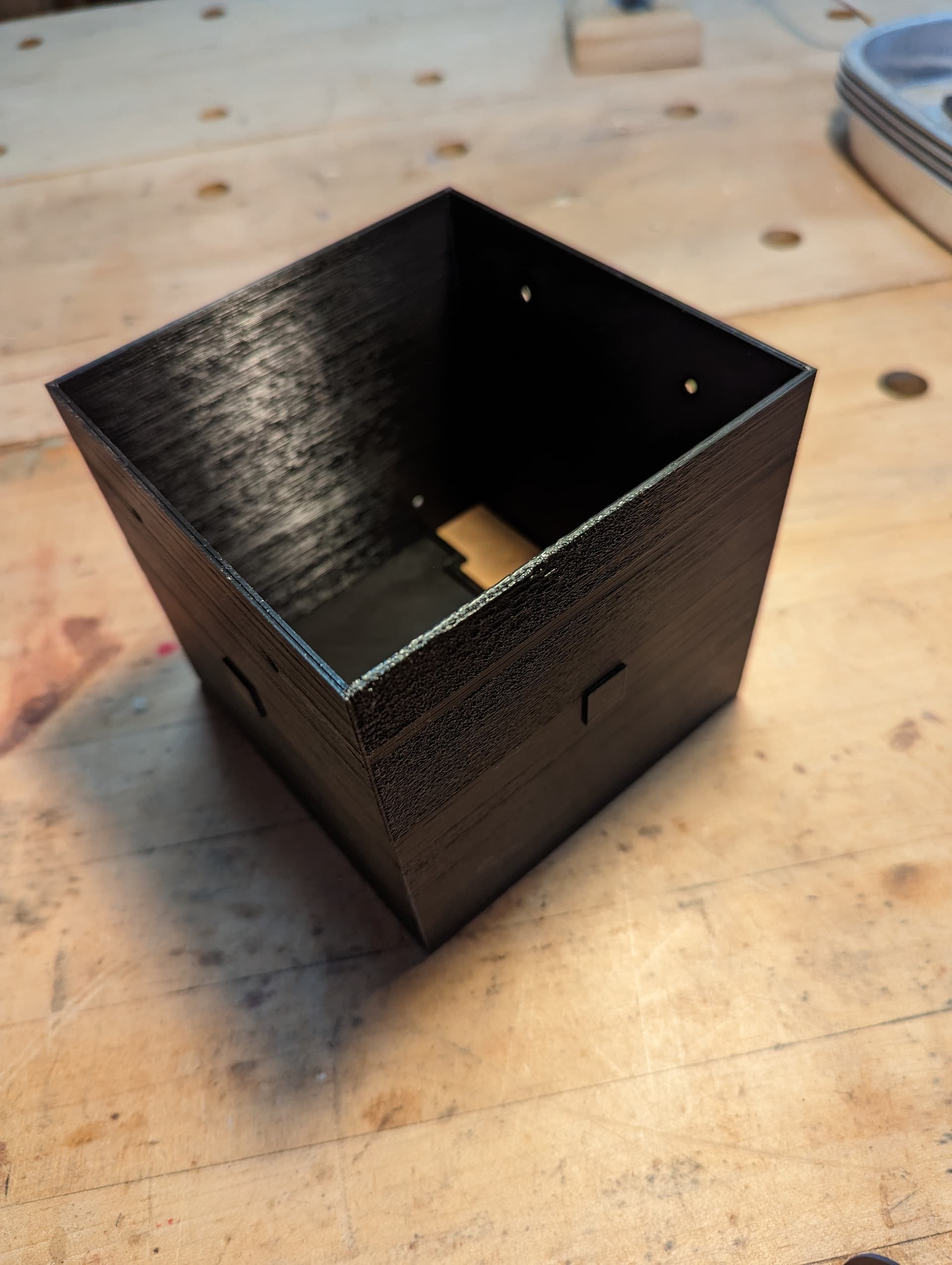
I have a fairly simple box that is roughly 120mm x 120mm x 120mm. It has five sides which are all 2mm thick. It is printed with the open side up, so no supports are needed. On three of the four vertical walls there is a 12mm x 12mm “nub” that protrudes 1 mm from the vertical surface. This “nub” is located exactly in the center of the vertical face. This nub is used to locate a part that gets glued on later. Attached is the .stl file for this part.
This part take roughly 20 hours to print. The problem is that on only one of the vertical faces the surface gets very rough near the top of the print (i.e. towards the end of the printing cycle). It almost looks like the extruder is “spitting” and it happens predominantly in one corner of the vertical face. The face that has the roughness is the one that faces the back of the printer and is oriented along the X axis.
I’m including two images. One is an overview of the part, the other a close up of the surface that is rough.
There are several things to note from the close up image. In this image the bottom of the part (which lies on the printing surface) is on the right, the open part of the box (the top) is on the left. The roughness starts before the nub in the center but goes away in the layers that contain the nub. As the print proceeds towards the top the roughness gets worse with the exception of a small section that lines up exactly with layers where a countersink hole on the surface adjacent to the rough surface is located. And the roughness does not go all the way across the surface, but does continue to span more of the surface as it gets nearer to the top of the print. The roughness also shows up on the inside of the wall as well.
The face of the box opposite to the rough side (again oriented along the X axis) does not show this problem at all, just the normal layer lines.
I have printed a couple of these parts and all of them show this problem on the surface that faces the rear of the printer. I was thinking of rotating the part and printing another one just to see if it again occurs on the rear facing surface, but was hoping that someone might be able to give me a hint about what might be going on here thus saving me time and material.
With the previous prints I have had to do some significant sanding of this face to remove the roughness and then paint the whole box. I would like to avoid this if possible.
Thanks to anyone who can shed some light on this strange problem.
Is the roughness from over extruding (bumps extending outside the wall) or under extruding (pits in the wall)? I had problems with my filament binding as the print got tall causing under extruding. It only happened on one wall because of the direction of travel of the print head. I finally figured it out when I heard the filament clicking during print, and started watching it.
If you don’t want to reprint, you could try to iron it. Put some parchment paper on it, and gently press with an iron set to whatever your extruder temp was. Just a quick pass should smooth it quite a bit. Just be careful around your nub, I suspect you don’t want to change it’s shape.
From your description it sounds like over extruding since it is bumps outside the wall (both inside and outside). I could understand how under extruding could be caused by filament binding but what would cause over extruding - but only in certain areas…?
Overextruding seems implausible imo. I think its most likely some other problem. The number 1 suspect would be that the nozzle is closer to the part than it should be, creating the appearance of over extrusion. Perhaps something with the z kinematics of the printer then? Or a wobbling bed?
Hard to tell with this pictures.
The rough surface is visible at a lower z height as well (tiny bit), maybe your filament is partially hard to pull, causing under extrusion?
How is your extruder fed?
Whats your tool head?
Did you calibrate your extruder?
If the z kinematics is the issue, that might explain why the effect gets more pronounced as it prints higher and higher. But there’s still those two sections - one in line with the nub and the other in line with the countersink - that don’t show this problem.
How does one evaluate the z kinematics or the wobbling bed?
My extruder (a dual extruder) is fed through a PTFE tube. The filament reel is mounted on the back of the enclosure parallel to the back. I’ve 3d printed some guides that the PTFE tubes snap into that create a nice smooth arc before the tube enters the enclosure using the rubber part supplied with the dual extruder head.
The extruder itself is the 0.4mm extruder that came with the dual extruder head. I did not calibrate the extruder at this point. I briefly looked at a couple of the postings in the forum and will look at them more in depth in a bit.
I guess its possible that the nub contains infill where the overpressure gets released/reset and the exec material goes into the infil. As for the countersunk, i’m not sure, maybe the pressure doesnt have enough time to build up because the continuous extrusion is shorter, and the overpressure gets released in the short travel move between the 2 extrusion start/end points near the countersunk or elsewhere… Are you sure the underside of the object is perfectly flat?
Not sure how to evaluate the z kinematics or wobbling bed. I’m not very familiar with SM 2.0…
As Xchrisd mentioned, I will look into calibrating the extruder. That looks like it will take a bit of time to dive into and do.
I looked at an older print of the box that I did and the bumpy nature of the one side showed up much lower than the one I showed in the picture. Not sure what the settings were for that print though.
Yes, the bottom is nice and flat. Looks great. No warping at all. Comes off the print surface with no problem.
Ok. Weird issue. Not sure if it would make a difference but I would position the object closer to the front of the printer next time and see if that helps…
Another thing: Increasing infill overlap percentage can cause similar problems as yours, but I assume you have it set to default?
Yes, I agree - weird issue. If it was overextruding, then I don’t understand why it happens on only one surface. Wouldn’t it make sense for it to happen on all surfaces?
I’ve created a smaller box (40mm W x 40mm D x 120mm H) with no full bottom (to save on print time) and I’m printing that now just to see if I get similar effects.
I created a new box scaled down in two dimensions - 40mm in both X & Y dimensions, but 120mm high like the last box. I also made the bottom of the box just a rectangular ring. These changes were primarily to reduce the print time. I included nubs and holes like the original box (but not exactly the same size or placement).
This time the surface that faced the rear of the printer was the blank face without a nub or holes. The part was placed in the center of the print area. But since the box was only 1/3 in each of the X & Y dimensions that meant that the rear surface was further forward by 40mm. Rwide wondered if placing the object further to the front of the platform would make a difference. I printed this text box using the “Normal Print” defaults instead of the “Smooth Surface” defaults. That saved 3 1/2 hours of print time…
As before the right side of the image is the bottom of the object and the left is the top. There are still rough areas near the top. The roughness is about the same as the original box. Like before there are smoother areas that correspond to placement of the nub and hole on the adjoining surface. If you look closely you will see some roughness on the surface facing the camera with the nub. That little area corresponds to a hole in the surface that’s sitting on the workbench. That’s the first time I’ve seen any trace of roughness on the surfaces oriented on the Y axis.
So I am still scratching my head. I’ll dive into the extruder calibration tomorrow. But I’m wondering why any over or under extrusion would affect only one (or two) of the surfaces and not the others.
I did notice while watching the last few minutes of the print that when the print platform changes direction in the Y axis the platform tips a bit - back goes up a tick and front goes down a tick (sorry, no measurements). But again, that makes me wonder why the front surface which doesn’t show any roughness is smooth like the other two side surfaces. I’ll look into that some more tomorrow.
Well, I’m back to Luban giving me fits on longer prints. I’m not quite sure why it’ll work for a print or two and then it’ll stop feeding. Came back to some type of nozzle interaction. I swapped over to Prusaslicer. There is a nice config file… first print is going well.
You could verify the wobbling bed by doing the print slower. Try like 30mm/s with the same file. If it clears up you know why.