G02691243 JIG_13802067 gcode.rar (1.8 MB)
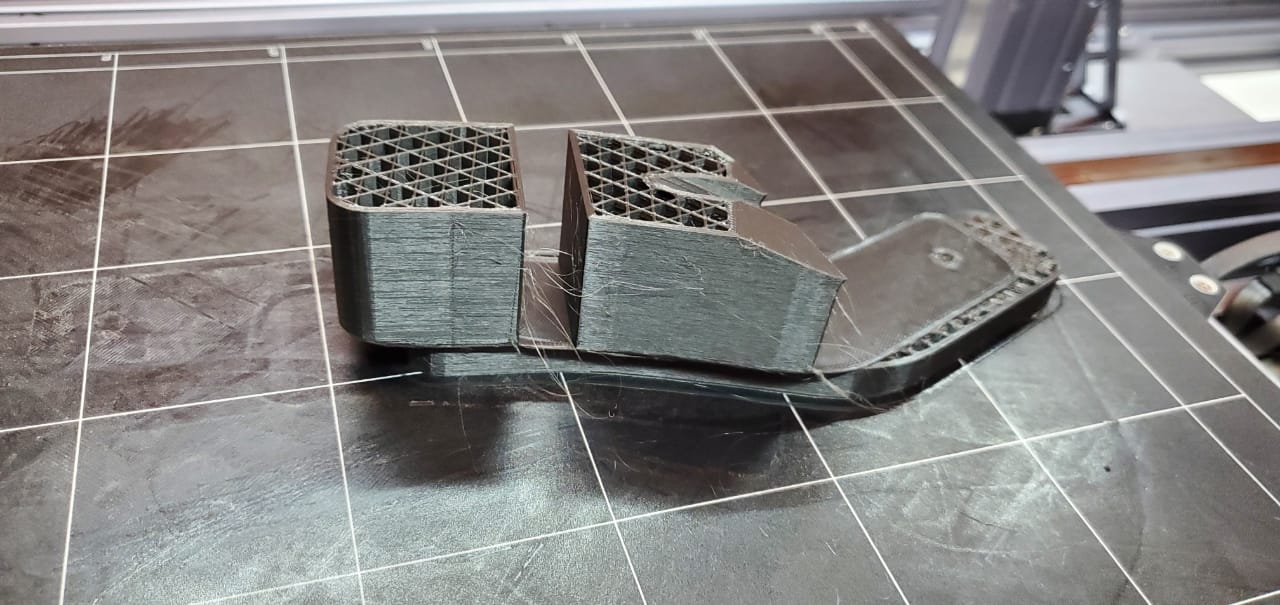
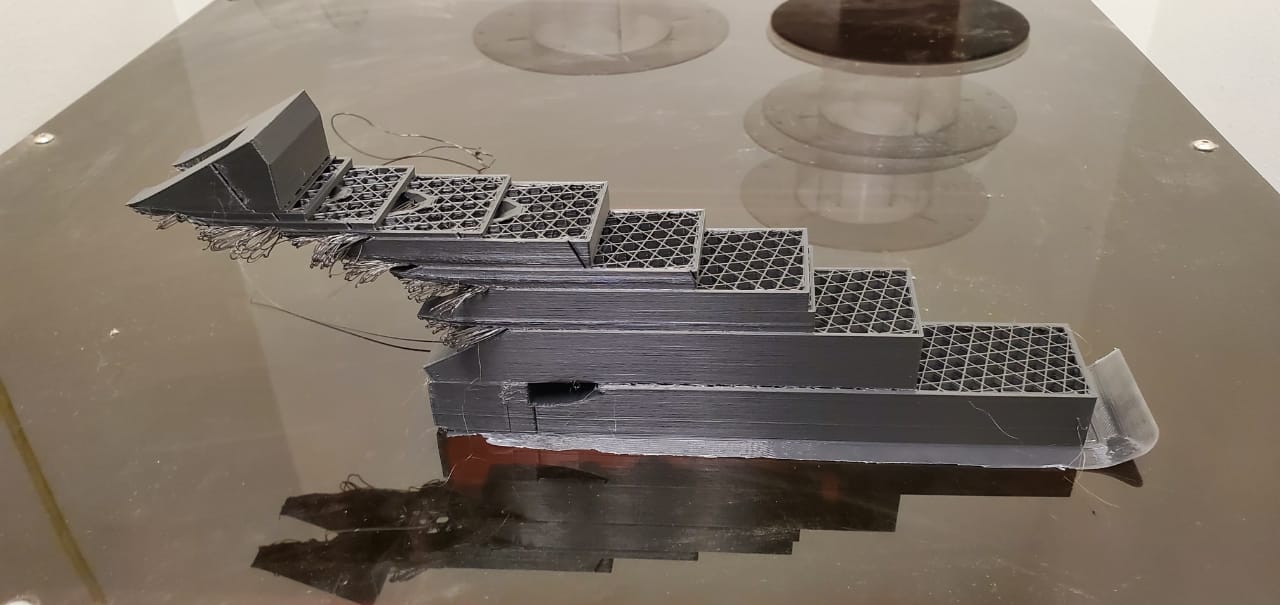
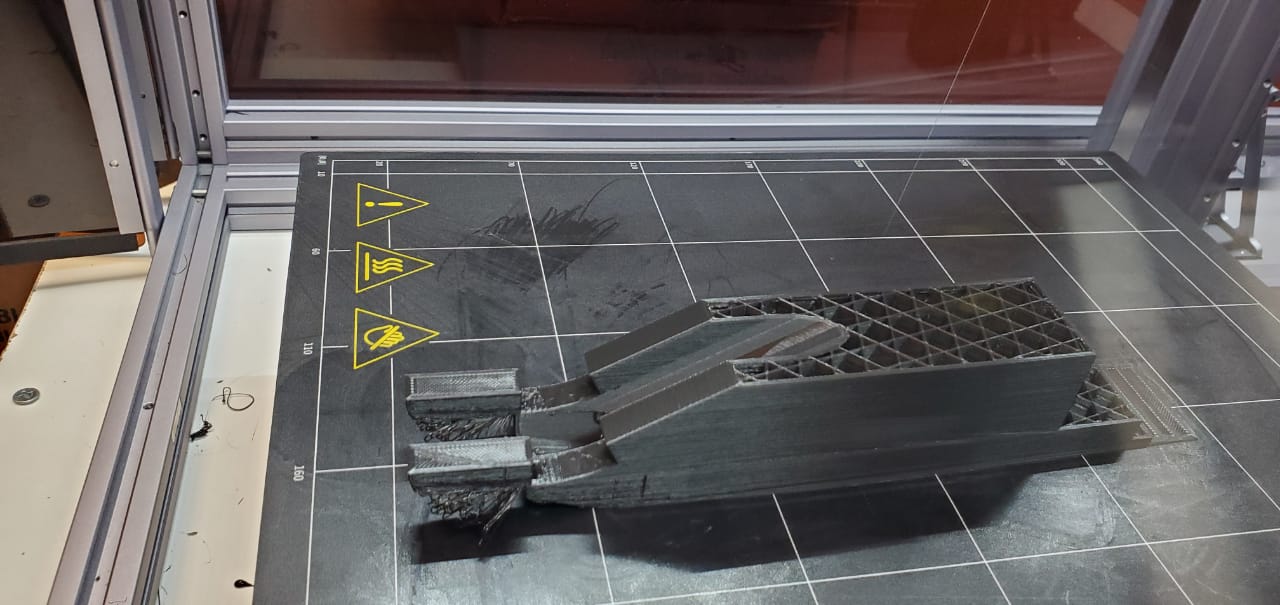
Hello everyone, I dared to make a publication because I had layers shifting problems, the first time it happened to me I had not changed any of the parameters that I use regularly, it is worth mentioning that I have always used Luban, I have done many tests in order to solve the problem from resetting the machine, using z-hop retraction, printing at different qualities, temperatures, calibrations, I even got caught up in cleaning the “y” axis modules because I had seen it in a post that had worked. Finally I tried to reset the machine and with the deafault parameters. I hope you can help me, I really feel a little frustrated.
@MooseJuice@Deth its another one. @mauricio first thing you need to do is swap your splitters with each other. I will take a look at the files in a couple minutes. I’m pretty sure I already know what the problem is but we need to eliminate all other possibilities first. @staff can you pull me and the poster into a private chat with you guys just as you did with me and the other user that had this issue before, that was when Edwin was here so you may not know of it but I diagnosed this with another user.
Wow that is very similar to what I had happen just on a different axis. Artezio single handedly walked me through the troubleshooting process. Without his help there is no way I would have made it. It was so very fustrating, so my advise is a take a deep breath and listen to Artezio his understanding of this stuff is next level. Make sure to keep snapmaker in the loop in the process of troubleshooting to save you from having to echo everything to them.
My layer shifting problems on the last round were declared a slicer problem, but honestly I have had so many rounds of linear modules failing for a multitude of reasons.
I dont think Im considering it “slicer issue” in the sense it was sliced incorrectly, i think that there are some slices the machine isn’t good enough to handle and i think there are ways to mitigate it by using different methods.
I see the gcode and am modifying the temps and fan for my current filament to print right now.
edit: 33 hour print with luban LOL. im curious about how long it would take sliced from s3d at my optimal settings going to chekc that out.
The answer is 23 hours printed as a solid object all shells no infill. I can print this solid as a rock in 10 hours less than luban can print it with low infill.
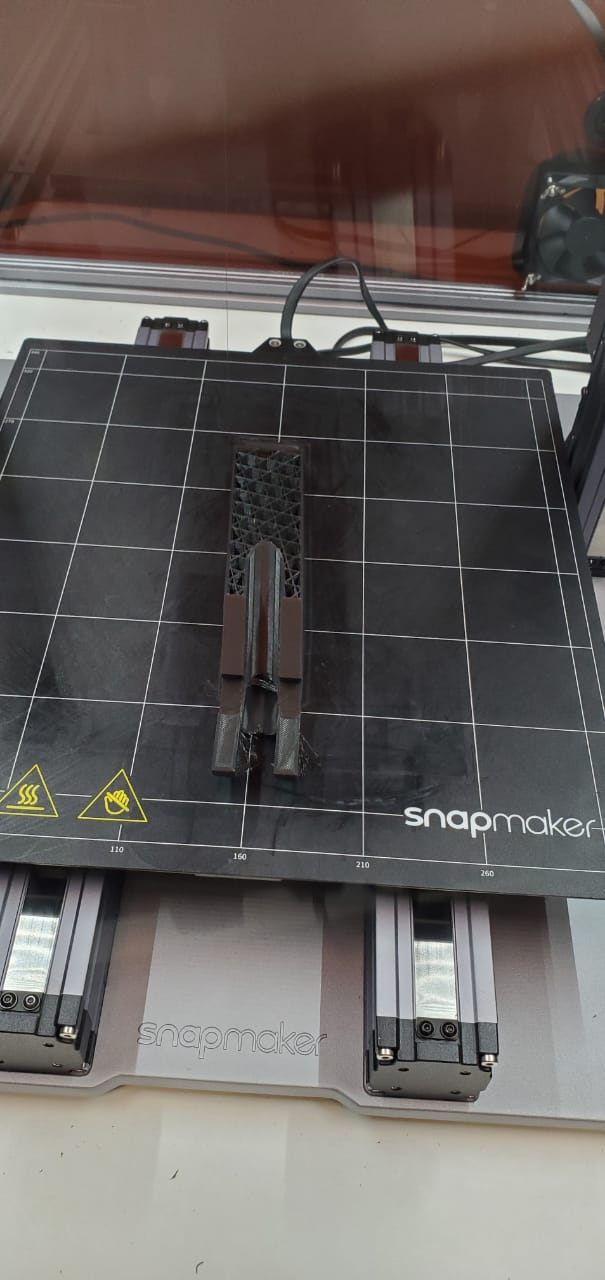
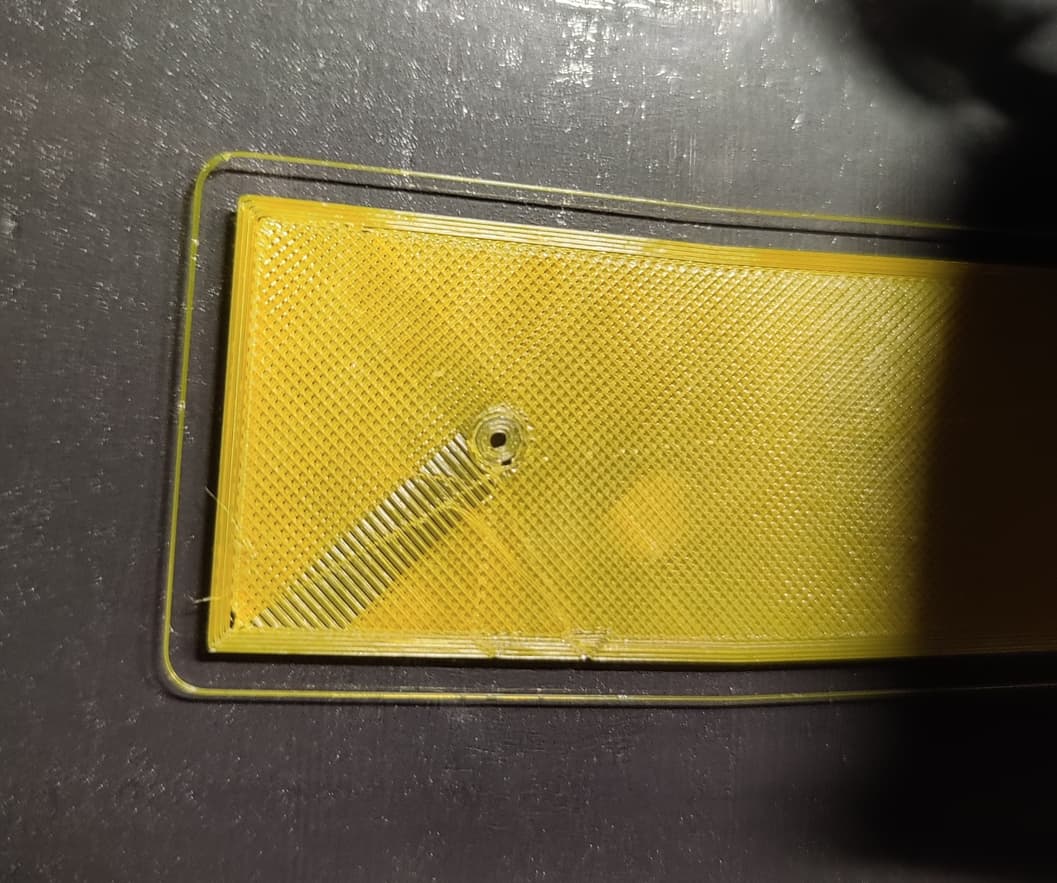
at 10% infill with 3 shells im at 7.5 hours… I see no reason to go any less than that, but if you tell me what your infill was i’ll check it. If i had to guess i’d say maybe yours is 5%. 10% looks like this:
You were using a different model for this picture. Can you share THIS gcode and model too? I am going to let the first one run for awhile but not 33 hours.
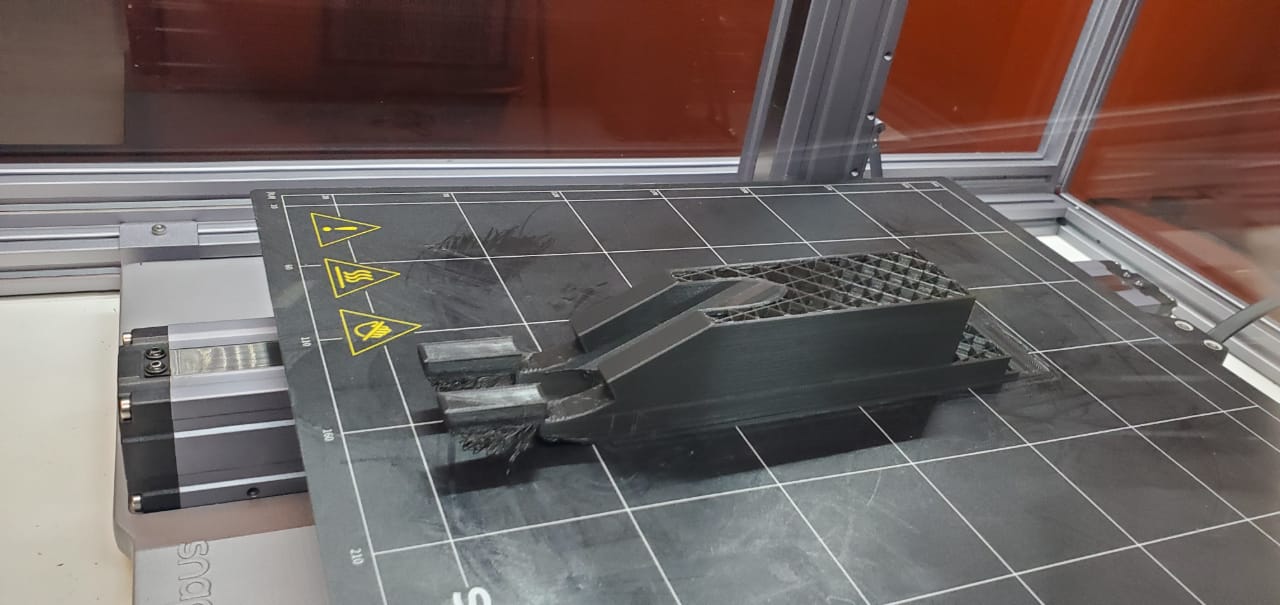
Here man, a proper gcode file for the model you shared above set for PLA temperatures. It also has a good priming routine so the print starts off better. Got some gunk underneith near the hole on my instance that dragged along after priming.
Thank you very much for all the help you are giving me, I am attaching the gcode and the model. The first model I printed it at 8% and it printed well, but what I did was put it to print until it printed well. If it is not too much request, cand you send me your parameters please, or if you use Cura can you send me your profile, I don´t use cura becouse is manage a lot of parameters. Normally I printed between 5-15% but sometimes I needed it to be as hard as possible so I printed 100% as is the case of the one I am attaching. And yes I have the A350 with enclosure.
Not that it will help with the layer shifting, but never use 100% infill. Use 95% at the max - otherwise the filament has nowhere to go if/when it over-extrudes. I’ve read that there are diminshing returns above 50%, and basically no point at all in going above 75%.
How do you find Simplify 3D, as an improvement on Cura? I keep hearing good things about it, and the price isn’t too bad - so basically it’s more a matter of “now that I’ve gotten used to Cura, is it worth learning a new slicer”.