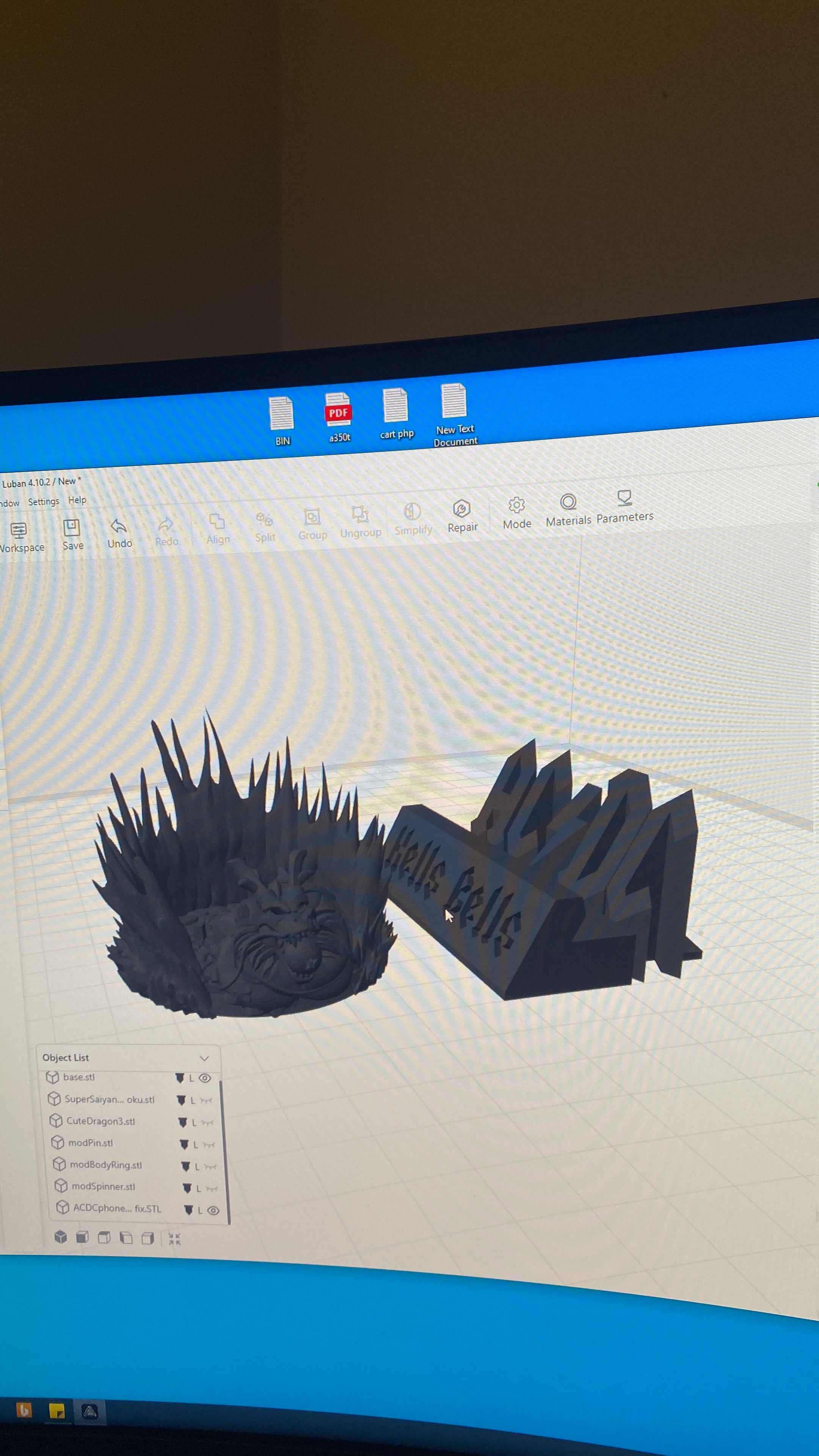
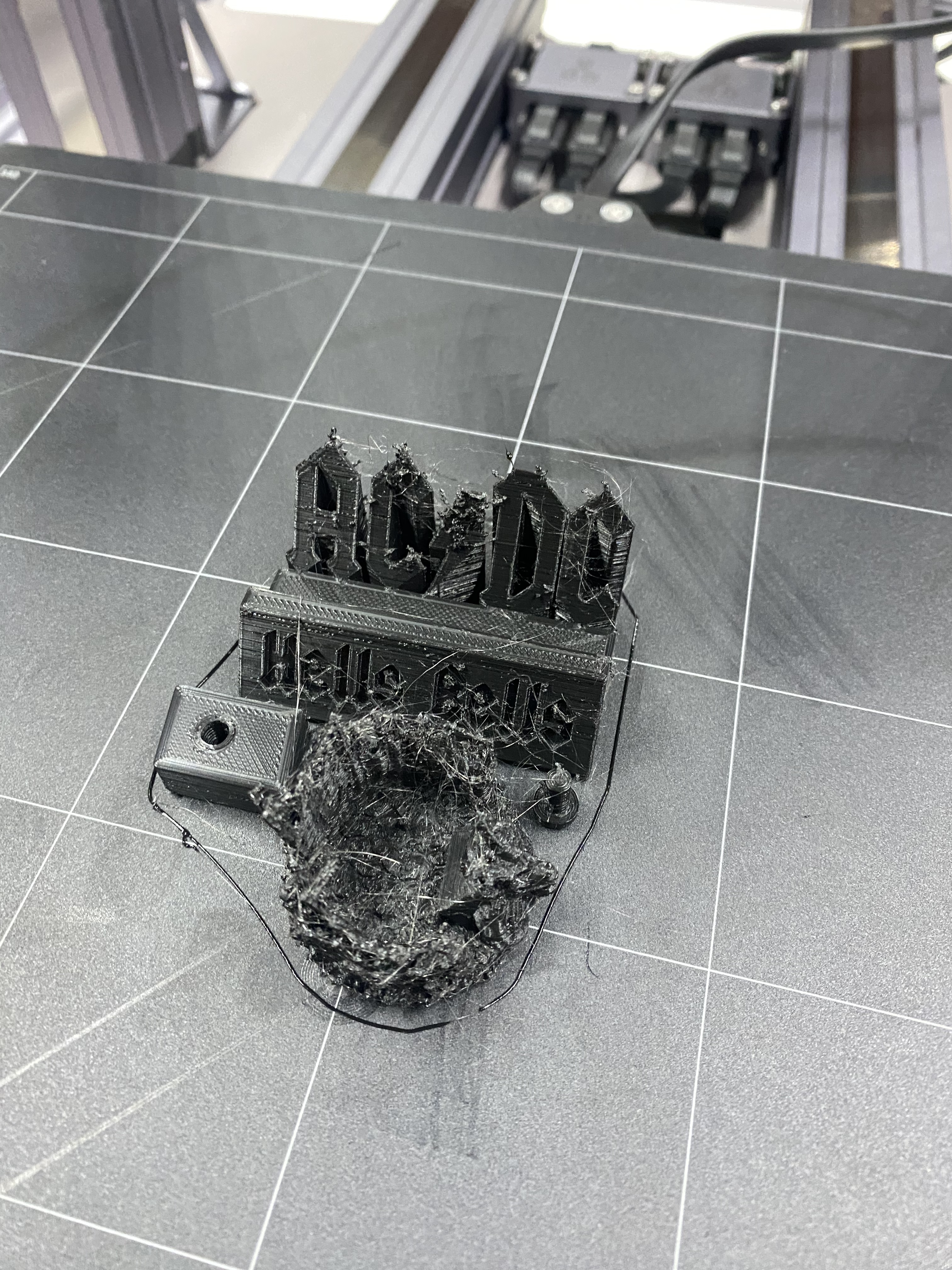
Hi, I have problem with 3d Printing. When I print this model head of the printer is sticking the filament and stretches it like the spider web instead of tearing it off smoothly.
Is it fault of settings, 3d model or filament?
I tried different settings and with fan and air purifier. Please If you have any advice I will appreciate it.
The spiky one is a very difficult print. I would suggest slicing it separately from AC/DC sign. Or set print individually, so the head doesn’t travel between the prints.
See if this improves the AC/DC sign.
With the spiky one - slow down and you need to have cooling on point - like temp tower and such to calibrate and figure out settings.
You can turn on individual settings and print one model at a time during the same print session. I’m providing the links for Cura (Luban is based on it and you shoudn’t have hard time finding these in Luban)
Individual settings per object - Support Community
Print one at a time - https://all3dp.com/2/cura-print-one-at-a-time-explained/
The spikey one is indeed a very difficult object to print. I wouldnt even try it
But if I would, I would set the temp @ 220-225 with very slow printing speed. Perhaps I would also try increasing retraction speed…
I personally avoid stringing by aggressive retraction settings, i.e. Retraction distance of 4-5 mm. I also add a bit of extra prime amount to avoid underextrusion after retraction.
Also, I’d recommend to go for the lower end of temperatures.