got it. Had to upload the print file to the machine and start it for the live z offset to appear.
So few updates. Snpamaker support is sending me another sensor for the dual-extruder as they think something may be wrong with it. In the meantime, I switched back to the original single extruder. At this point, none of the prints were adhering to the bed at all. Going with your suggestion of leaving bed heated for 30m before leveling, did that, then ran the 5x5 calibration. Found Octoprint had a bed visualizer, and that showed me this.
Your comment of “not good either” seems apt, as if I’m reading that right, there’s a almost a full mm of delta. Could that explain why almost nothing is adhering to the bed, even with a -0.5 live z-offset? This pic is in the center of the bed after I calibrated, then also a -0.5mm offset while printing.
Up to 1mm difference from the highest to the lowest spot was normal in the past.
But you should be able to print in the middle.
Degrease your bed with isopropyl alcohol or warm dishwasher water.
Be sure your nozzle is clean before leveling.
At leveling the last spot, bring the head to the correct height and then lower the head additionally by -0.5mm. Hit save.
This would probably mean you have to increase your live z-offset by 0.2mm
I spaced the bed to a common level, someone mentioned to add aluminium foil between bed and bed frame, this is suggested if you own a quick swap kit because it’s done only one time.
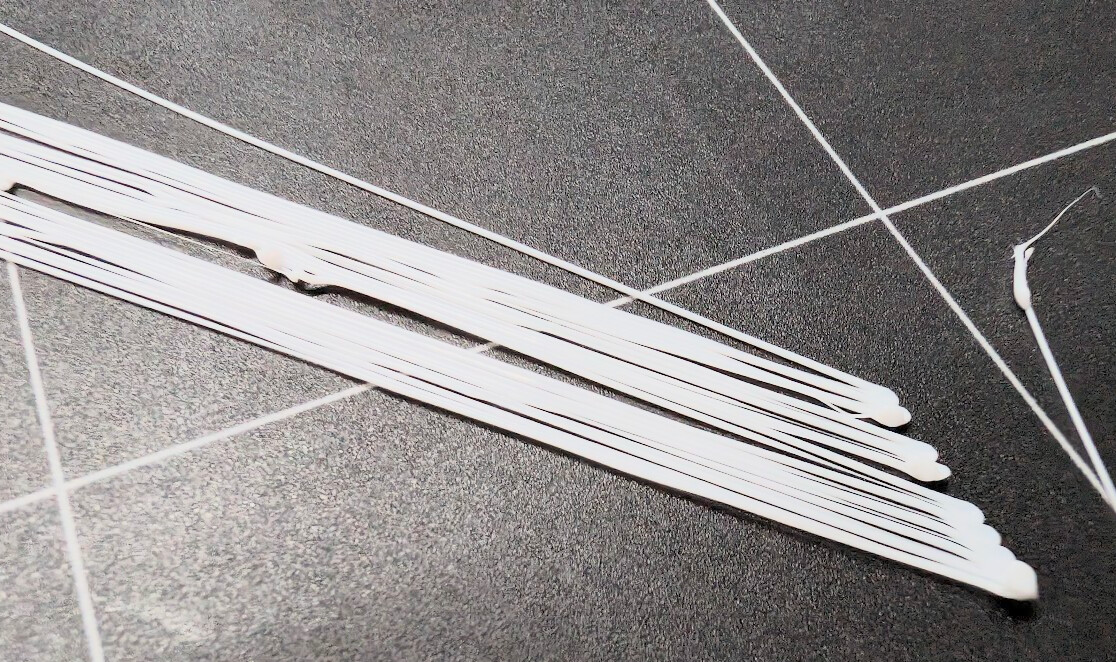
I actually cleaned with isopropyl a few times at this point due after seeing other threads mention that. Last night, I just replaced the 0.4 nozzle, wiped the board down, did a heated 5x5 calibration on the A350, and started the flat print on the device so I could adjust the live z-offset. I ended up with a -0.35mm total change that seemed to be the sweet spot. After that, I tried a full print of the flat, and this was the result. I’m at a loss of where to go now. It looks almost like there’s an issue with extrusion? but maybe I’m going down the wrong path.
update, buddy had me check something. Didn’t realize the imported Polymaker profile defaulted to 220/215 temperature presets. I’ve since dialed them back. Will print a new full sheet this weekend (printing some tabletop stuff first that I’ve been trying to get printed for a while)
Your bed calibration is not good enough IMHO, or, in other words, your printbed is at least as bumpy as mine. Your photo shows locations where the filament is squished down too much, while other areas show the nozzle being too high. I would recommend to try a 11x11 calibartion with the single extruder and see if that then is good enough for your bed.