ok got my printer hooked up usb
measure 100mm mark
M83
M92 record E value
G1 E100 F300
15mm under extruded
do the math
M92 E###.##
m500
M92 and M503 just to be sure
rinse and repeat
4mm under
rinse and repeat
5mm under
I swapped extruders and it worked fine , I’ll try again with the other one when i’m not quite so impatient with it.
Thanks I’ll start with a slower feed rate on that and see how it does .
another variable I’ve switched to some white PLA from snapmaker and I’d swear it seems way softer seems to like about 185 , I just don’t have enough experience to know that it could vary that much between colors.
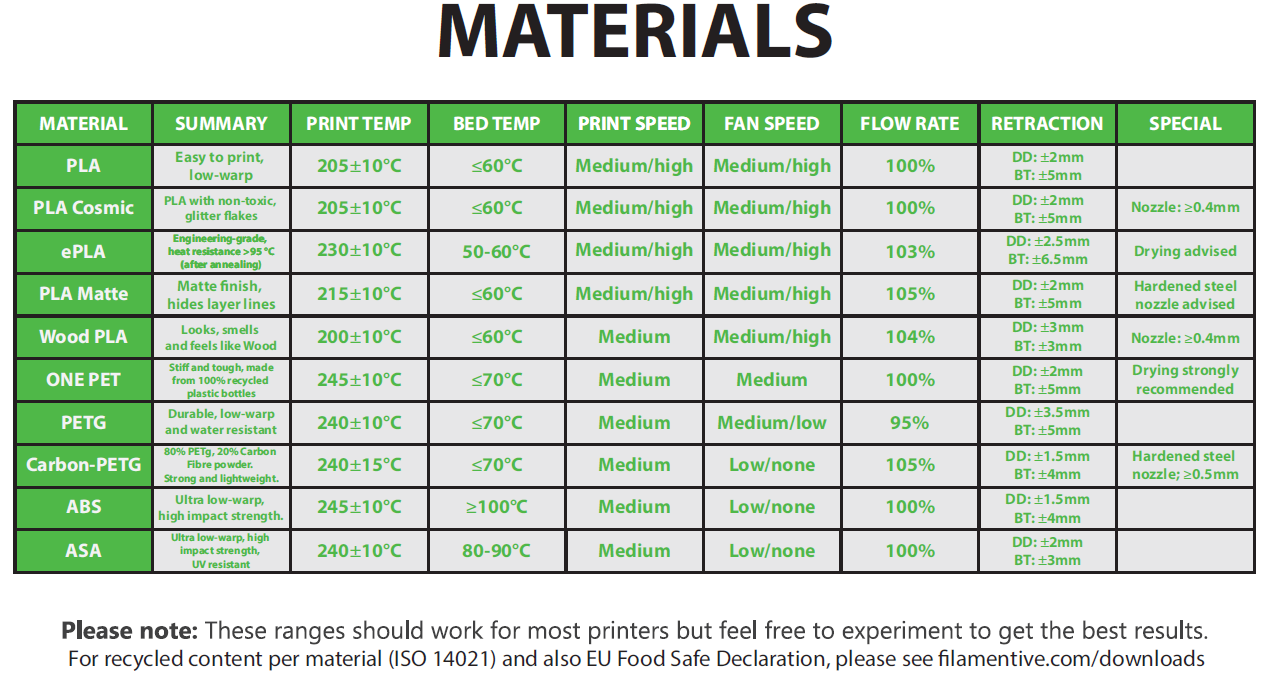
I personally have had no trouble when printing with various colours in PLA. Some brands include a chart detailing bed temps etc for their filament (I know SUNLU do it and I found that make extremely reliable) but Snapmaker don’t! If it’s any help for you, here is a guide for future reference:
The white prints pretty good at 185 but no higher , but bridging sucks ,I would think bridging would get better at lower temps , I printed a gage 120mm long ,with a groove for the filament and a 20mm increment ruler at the bottom so its easy for me to quick check it now and again.
{kind=link}