lol moose I just found your youtube video on bed calibration for the 2.0 while searching for e-step calibration
Is there not a formal technical document on the SnapMaker site that gives complete steps for Extruder Calibration?
This forum message titled “Extruder Calibration a Must” was started July 2020 and it now has over 180 replies of discussions spanning over 10 months of time. Am I really supposed to dig out the required steps from this massive payload of chatting?
If this is so important, where is the official details about it in a SnapMaker document?
1 Like
Yup, having to read through a giant forum is ridiculous, maybe @Edwin can put up some official post pointing to the reaching tech tutorial.
https://teachingtechyt.github.io/calibration.html#esteps
This is the thing you need to do, with a built in calculator and everything.
1 Like
I created a summary of the information contained here:
(I thought I’d posted a link in this document but it seems to have disappeared)
-S
1 Like
Reportedly on the last update it reset, but up until that point firmware updates hadn’t affected it. I put a piece of tape on the printing head with the # and just check it after updates. You shouldn’t have to measure it again. It’s just measuring how much the gear is turning and should be constant no matter what the filament or nozzle size. But, it can never hurt to double check.
-S
I’m removing my question from abovt from the pinned summary.
[oshiricohn] Just wondering out loud - how permanent will this be? Forever? Or should we recalibrate when we change out the filament, change the nozzle size, or update the firmware?"
[thick8] responded: Probably something to save to the flash drive so you know where it is. The machine seems to reset with every firmware update.
I finally ran through the steps.
(setup octoprint on a Pi3B+ with serial cable)
I measured 30mm of filament between the top and the first mark.
Heated it up and ran the test per the instructions
M92 X400.00 Y400.00 Z400.00 E212.21
I have 30mm leftover. the value of my calculations is E should be 303.16
I’m surprised it’s that much off. Any advice?
@oshiricohn I haven’t done the e-steps yet, but from everything I’ve read it should not be in the 300 range. Default I think is 212.21 and needs to be around 235 I think. I could be wrong.
1 Like
I agree, but I did measure 30mm of the filament, before the mark, following the test.
I’m using TecBears, which is visibly plump, and measures at 1.75
I wonder if the nature of the filament from different brands could be part of it? I’ll test it tomorrow.
After the last firmware update I forgot to re-calibrate and found a way to describe how important the calibration is. At least the E-steps should be in a good range.
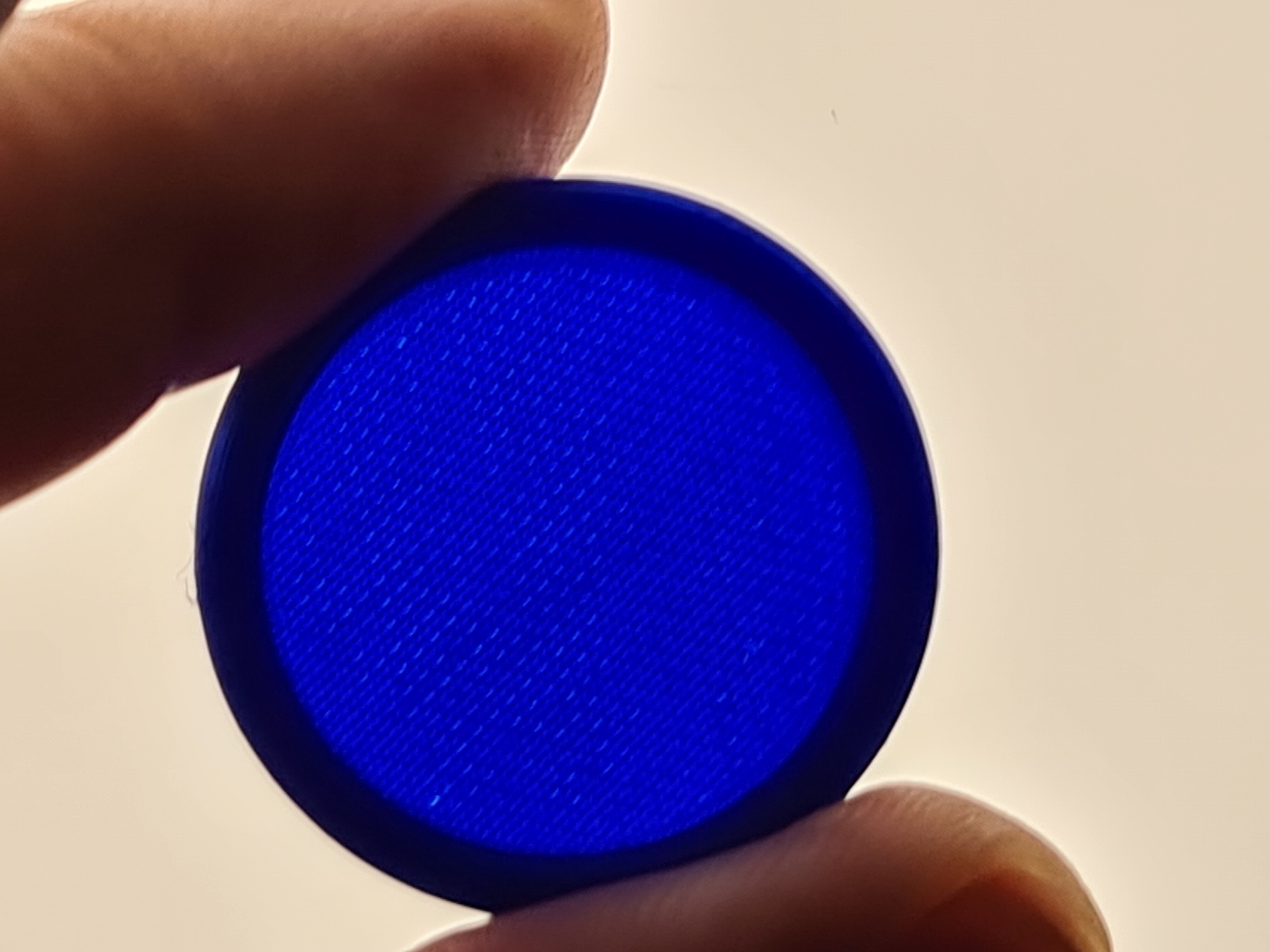
I was printing a part with TPU desingned to be water proof (cap for bottles).
With uncalibrated extruder (M92 E212,21) the part was mor a strainer than a sealing cap.
Watch out for the light shinging through (my infill is not 45°/-45° but 0°/120°/-120° just if you are curious):
And here we have the (2nd version of the) same part with calibrated extruder (M92 E268.00):

Now the part is water tight…
PS: For TPU you have to reduce the extruding speed (I did with F100 instead of F300)!!!
2 Likes
My Snapmaker A350 was about 13.98mm off. Thanks for this clear instructions everyone.
1 Like
Well, I used the settings and gave it a try. I started out printing one half of an Octopi shell and was liking it, until I inadvertently disconnected the print. I wish there was a way to tell it to save your place, when one disconnects.
No strings. Clean, solid layers, except for the first, which may simply be due to being a bit too high. I accidentally cancelled it off and I’ll try it again tomorrow. I’m finally pleased with the way it’s printing. I*d say ‘Trust the math’.
But I’m going to recalibrate the extrusion when I change brands - especially for diferent types - of filament.
Followup: the 13 hour print went fine. A couple of small issues that are easy to correct, and it’s solid.
PERFECT! Recently updated Luban, machine firmware and all the tool heads after installing the rotary unit. Since the updates all my 3D prints were very brittle and breaking. I suspected that the print head might be under extruding and not creating a good enough bond between layers. After going through this process, found that the head was under extruding by 10%! It’s all fixed now. Multiple thumbs up for this thread and instructions!
Has anybody noticed a difference in calibrating the extruder after doing a firmware update? Specifically if the number you calculated it should be at is way different than it was on previous firmware? I finally updated to 1.12.1 and am just curious if I can just set the number I calculated before without redoing the entire calibration. Mine is inside the enclosure and a real pain in the butt to do.
It should be the exact same number, but I personally always prefer to check.
You can lower the toolhead and move it all the way towards the opening to make it easier to do. (Just guessing you’re having troubles measuring without hitting top of enclosure. Cuz I did that at first, and seen a lot of people on FB do it too)
-S
@sdj544 I mentioned it in other threads but I guess I forgot to here. I’m still recovering from surgery, bilateral carpal tunnel release and bilateral cubital tunnel release, cubital is the ulnar (funny bone) nerve. They found lesions on my left ulnar requiring them to laser them off otherwise I would’ve developed claw hand on the ulnar side. It’s just hard for me to get in there, it’s hard to keep my left arm lifted, strength is and will return but it’s slow. I can do things like light lifting and tram the axis. But because of reduced strength in my left arm I shake a lot and becomes difficult to do tedious stuff in the enclosure like (cough) measuring filament precisely.
That’s right. Now I remember. Hope I didn’t come off as insensitive.
Hopefully the surgery went well and your recovery will go well!
-S
@sdj544 Thanks, no you didn’t come off as harsh, I was only supposed to be gone from work for 3 weeks, I opted to have the cubital releases done because they were diagnosed as mild and while surgery for them wouldn’t be needed right away it would in the next couple years and would be cheaper to just do them now at the same time as the carpal releases.
Turns out my left was severe and not mild, they talked to me after I woke up and told me they’re glad I opted to do the cubital releases, or I would’ve ended up crippled on my left arm and hand inside of 6 months.
They got as bad as they did because of bad advice from my previous doctor 6 years prior that said surgery wouldn’t work. Well he was wrong, when I got the doctor I have now, he immediately saw the swelling from it and referred me out for nerve conduction study to diagnose the severity and called my old doctor an idiot.
There’s no way to diagnose or find out if there are lesions prior to surgery. I last worked on January 31st. Still have my job of course, just on disability with the insurance with full pay. People would love to be off like this, but it sucks. I can’t do any upper body workout so I’ve gotten fat. It’s also quite boring.
To answer your question, you are correct. In a technical aspect the e step calibration should be set to the distance the mechanical system can consume filament. So ideally you would mathmaticaly determine the steps per mm based on the stepper and gear ratios. Then test and adjust for any tolerances in the mechanical system. Generaly you should not need to adjust it by more than about 2% from the mathematical system and once set it should never change (unless you change out part of that mechanical system). You would then use the flow inside your slicer to adjust for the pressure differences that occur because of filament type and nozel size etc.
That said most users will print 90% of prints using the same filament and with the same nozel size so it becomes easier for the average person to calibrate to what they use 90% of the time and the adjust the flow for the other 10%.
Also keep in mind that for those who are not as skilled with 3d printers as you or I, that it is far easier to run this simple calibration than it is to try and understand the complexities of the pressure inside the hot end and try to play with the flow setting that can be affected by 100 different factors that are much harder to quantify with any accuracy without specific equipment.
If your looking for the best system… you set the e steps based on “cold” mechanical calibration. Then turn on the “volume extrusion” option inside of marlin. Enter the filament density for the filament your using into your slicer and let it run all the volume calculations for your print. That is what the end goal is anyway but it is more technical than the average home user what’s to get to.
Hope that helps
~Atom
3 Likes
Hello guys,
I’d like to calibrate my A150 and after connecting via WiFi I just send the command M503 to see the value but it just reply “ok” in the console…
I send V and it reply with the version so… where am I wrong?