What is a the purpose of a jig and should I have one with my new Snapmaker machine. I intend to look briefly at what a jig does and then illustrate this short article with one that I made earlier and then discuss it in the light of the newly modified jig that I made.
A jig is a device for ensuring the precision of a piece of work where one operation has to be repeated many times. This improves the accuracy of production numbers as they roll off the production line and a jig is usually removable and can be exchanged for other jigs which support different manufacturing operations. The advent of CNC (computer numerical controlled) machines has largely made jigs obsolete.
However, when you are working on a job at home (that has to be repeated many times with a reasonable degree of accuracy) and you do not have access to machines costing 100s of thousands of pounds/dollars/yen, then a jig still has a place in small scale manufacturing/making.
In terms of the Snapmaker (model SM1) that I use, I would suggest that a jig is not especially useful for 3D printing and probably it is of limited use in CNC machining. Where I have found a jig invaluable is when laser etching pieces of wood. The initial requirement I had was to etch a character centrally on the face of a wooden cube of a known size. The character had to be central on the face and the face edges had to be oriented correctly so that the character did not appear to be falling along one edge of the wooden block.
Enter the jig: It needed a CNC hole cutout which I had originally made 1mm deep. The cubes were 40mm deep and my thought process was that I would find it easier to locate the cubes in a shallow guide if there was not too much depth to the guiding cut out. The jig worked and allowed me to produce my first set of 20 blocks. Once the origin had been set, each wooden cube was etched from the same 0,0 point so that all of the characters were centrally placed on the block.
When refining my work technique, I decided to update the jig and to refine it as well. I made the CNC tool cut to a depth of 10mm. The rounded corners of the endmill left me with a fair amount of cleaning up of the hole. I need to have square edges and I used a very sharp chisel to cut right-angled corners into the rounded corners. This jig (number two in the series) worked well and I refined it further by roughly cutting it to the table size of the machine (130mm square) and then drilling holes at 5mm in from each corner of the jig.
This was another one of my new worker mistakes because my jig base was not sized exactly to the dimensions of the CNC table. The drill I had chosen was 4mm in diameter. The drill press kept the drill perpendicular to the workpiece. The screws were a very tight fit in the wooden jig and the ease of use left a lot to be desired.
There was insufficient material at the edges of the pine wooden base, despite it being 20mm in thickness. As the holes which I had drilled had broken down with time and use, it became harder to locate the jig onto the CNC table after doing some different operations to other workpieces. This made the use of the jig pointless because it was not quite able to place the workpieces with any precision.
In the final analysis, I wanted to continue to engrave wooden blocks using the laser cutting module of Snapmaker so I decided to make a more permanent jig. The material I chose was a white Maple wood which was 40mm in thickness and which, to my mind, is so much nicer to machine than pine. The reason being that Maple wood is far more tightly structured and much harder than pine. Maple wood also takes a great finish and it is easy to work on with machinery or by hand.
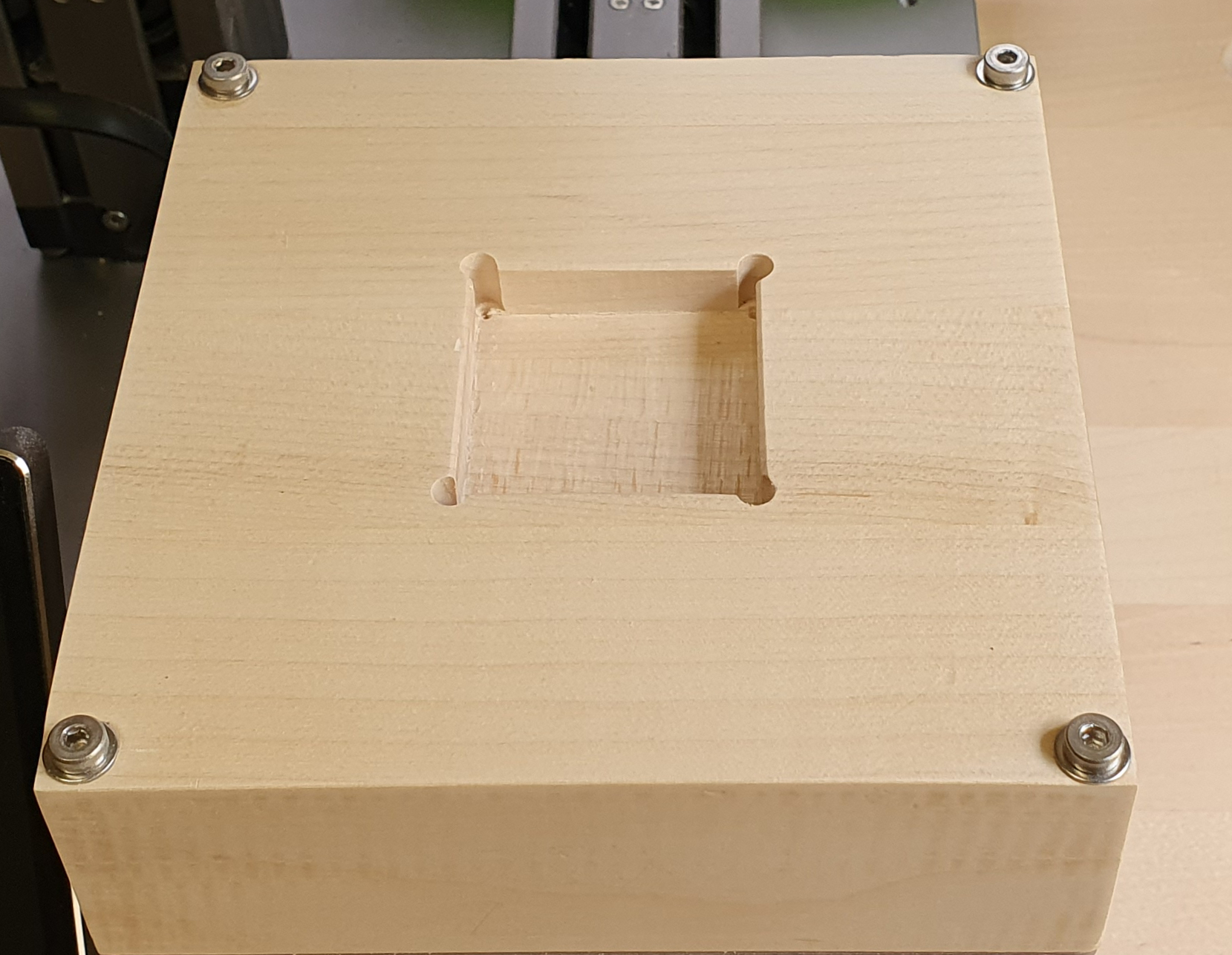
I used the CNC cutter to cut my 40 x 40 x 10mm square hole. I did not use a chisel to make the round corners into right angled corners. Instead I took advantage of Maple’s strength for machining and drilled small holes at each corner of the 40mm hole. I did this without any runout from the drill bit (which is a problem often) as it was cutting just ⅔ of a hole. This removed enough material from the corners to provide the much needed easing which would permit my 40mm cubes to fit, even if they were slightly oversized. Furthermore there was no need for me to use a chisel.
I used a rule and marking gauge to find the centre of the drill holes at the corner of the CNC table. I transferred the reading to my Maple wood base which had followed the size of the CNC table precisely and I drilled holes that were precisely 5mm from the edges of the newly made wooden base.
I drilled the holes with a 5mm drill so that the 3mm M4 cap head screws would have an element of adjustment laterally in each of the holes (about 1mm). I bought some 45mm M4 cap headed screws with a low cap head (so 2,5mm hex socket rather than the more widely available 3mm hex socket on standard cap heads) and some 50mm M4 cap headed screws in case 45mm was too short.
It turned out that there was enough length in the 45mm screw for the thread to secure my base and the threaded section just filled the threaded holes in the CNC table. I wanted to add washers to the cap heads so that they would not pull through the holes. This meant that the 50mm length screw was a better choice.
This jig is most useful in letting me put a brand new cube into it and knowing that it will be in the correct position for engraving. I know that the cube edges are parallel with the CNC table sides and I know that each block will be correctly etched once the origin has been set for the first cube after the centring gauge has been used. This gauge is a cube that has had a tightly focussed laser beam aim at the physical centre of the block. When the line is a as fine as possible, then the beam is sent to its origin and any item can be etched onto a block.
The following image is demonstrating how the base sits on top of the CNC table for Snapmaker 1.

The next image shows how I used a drill bit to ease the corners of the jig space that would be receiving the block faces to etch.
Another image shows how I used a gauge to locate the origin on the workpiece.

The final image shows how the block sat in the jig for etching. Only a little tiny space existed between the block and the jig. This was to ensure the reapeatability and accuracy was acceptably close.

Overall… with 1200 blocks to etch, The jig simplifies the task and makes it possible. Jigs of this type ensure a high degree of accuracy within accepted tolerances for wood machining. I highly recommend a jig, if you are trying to do a lot of work with the laser cutter. Of necessity, they are almost always produced by the machine operator.



 Pure serendipity.
Pure serendipity. 


 That helps me to understand what may be required. Looks to be cheap too.
That helps me to understand what may be required. Looks to be cheap too. 