I had little problem 3D printing, I assume the auto levelling took up the issue. But CNC I found cutting a 2mm sheet of carbon fibre that it never cut through all the way in one side.
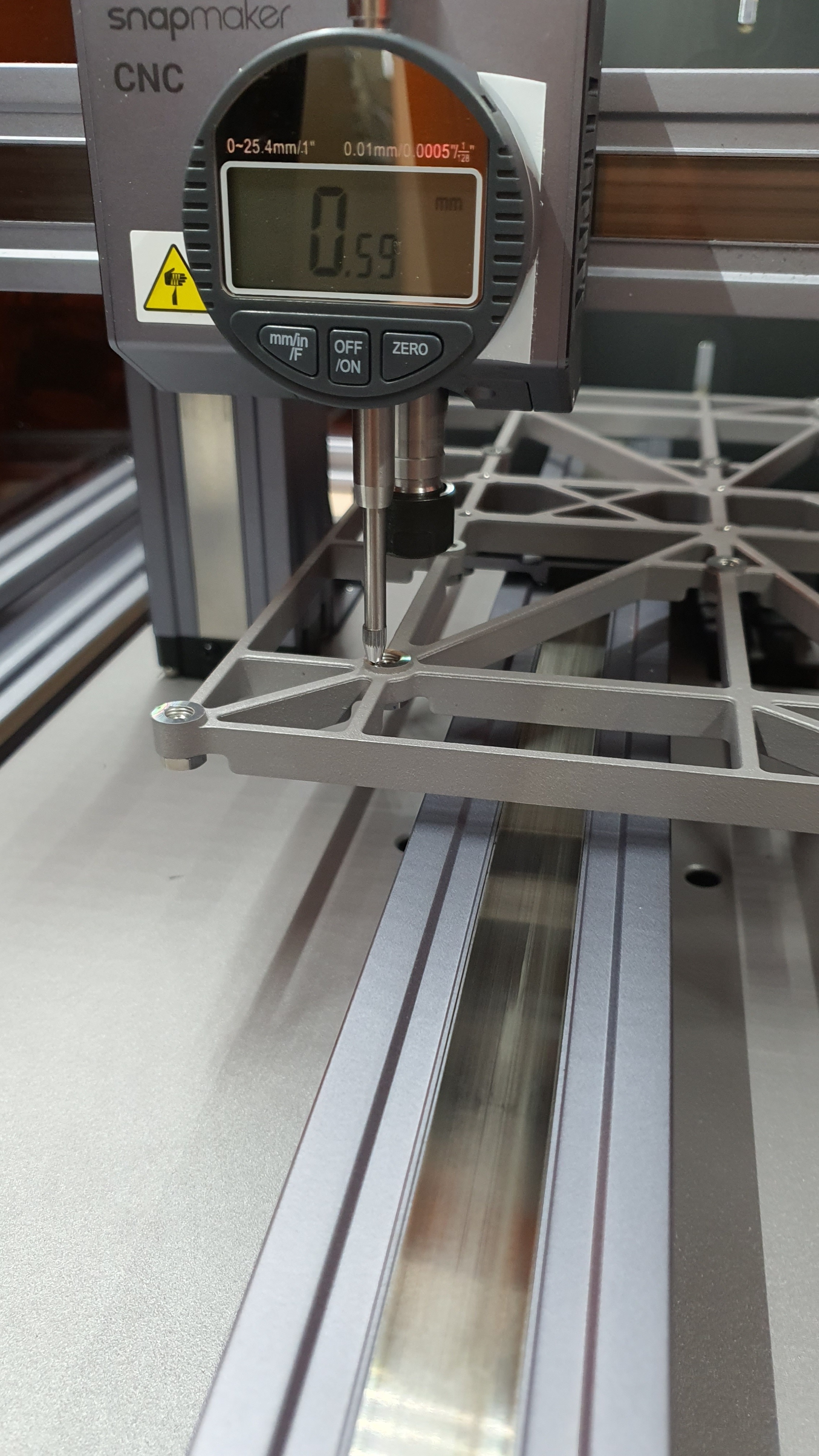
So I started to do some measuring. I fitted a digital depth guage to the head and started to measure the waste board. I had seen posts of people levelling by milling the waste board due to similar issues. Before I milled it flat I measured it and found it was almost even all round.
I took off the board and measured the four corners of the table on the top of the washers. See photo. The actual base plate is 0.77mm lower in one corner and 0.33 and 0.24… lower in the other two. It is the area of the 0.77mm that my carbon fibre never cut through, now I know why.
I got support to send me a new carriage and the new one was actually worse than my current one, and 1.2mm deflection.
@Thick8 machined each boss in situ. I am planning on doing something like that as well.
Shims are also used, installing aluminum tape (in @Thick8’s case) or pieces of post it notes (in my case) where needed to being the mounting surface up to level.
Another thing that can be done is either mill the wasteboard (in @sdj544’s case) or a sacrificial board (@WilliamBosacker’s recommendation) flat using the machine to generate a level surface without modifying the underlying carriage.
Make sure you have pushed the X axis all the way to the top or have some other way of repeatedly tramming it so that you don’t lose the level surface if the machine skips steps on just 1 Z axis.
Shims is probably the best answer, but what a pain every time you change from hot plate to waste board to laser bed. Plus you can’t shim the bed itself. Only between it and the next board.
Milling the waste board would work, but does not help lasering, will be same issue.
Milling the bed flat is not an option for to the threads and washers. Maybe a replacement bed is a good starting point. Will see what they say and take it from there.
@NeilL could you share how you measured to the top of the washers. I have tried to do this on mine and I am unhappy with my approach due to what i see as places for error to be introduced (like one can’t assume the base (the solid aluminum base) is flat for starters, is there some way to measure the platform (what you call base plate i think) without reference to the base but the x axis bar with the head or something more absolute flat than either?
I was placing a machinist square on the base and measuring up to the washers, but i found the deviation between washers didn’t match the sort of larger deviation i was seeing with M420 V.
Any tips you can share will be gratefully received.
My approach was reference with 123 blocks inserted between the bottom of the x axis and top of the y axis modules. Measurements taken with a dial indicator screwed on in place of a toolhead using a custom fixture.
thanks, i had my 123 blocks on the base, didn’t think about putting them on the y bars (doh)
did you then move the toolhead / platform with custom fixture and the platform by hand?
Moved with gcode. I used Excel to generate a gcode script, attached, for the older style platform. Obviously don’t run scripts you download from the internet blindly. You will need to tweak if you go that route, verifying each measurement location. Carriage Measurements.zip (26.3 KB)
thanks, i just put my 123 blocks on the build surface (on the x centerline of the platform).
i need my feeler gauges to arrive tomorrow to verify - i think i just found IRL the -1.xx mm deviation on the left side of my platform that M420 V was showing… once the feeler gauges come I will do same sans build plate, then sans heated bed, then sans platform and remeasure… not sure if you can PM on here but would love a recommendation on the dial gauge too.
@NeilL thank you for taking the time to do that, really appreciate it. I have the meter @brettd123 suggested coming in the next week or so.
I do notice with my work with the 123 blocks that while i can mostly level the X bar to minimize the gap on left side between 123 block and the X bar, but after a little bit of use the gap is back to where it was before - is this expected?
It has been mentioned before, but just to chime in, I have worked quite some time with the waste board milled flat and mounting the heated bed on top of that. Gave pretty good & consistent results. The added benefit is that it helps to insulate the bed which means it got to temperature a bit faster, but more importantly stayed a lot more stable.
Later I’ve taken it a step further and tried to create a quick-change solution that actually works pretty good: Idea for quick switch bed: feedback requested - #26 by brvdboss
(I should actually post an update on that as I did simplify the design a little bit to make it easier to create them)
The advantage is that these approaches are non destructive. I used water resistant MDF and it remains very stable despite the temperature changes it is submitted to. (disadvantages are the lost height & some extra weight)
Support asked me to measure from the underside of the Y linear to the base of the printer, not the waste board or plate.
Oh wow, the difference in height is the same as to the distance of the plate.
I had to use a laser measure, but the accuracy is not to multiple decimal points as I had with the gauge, but every measure showed the gap between the underside of the Y to the base to be out by 1mm left to right.
So my thoughts now, and waiting for support to respond again, is that the two Z linear modules are different. When moving the head to the right the head goes uphill by 1mm from left to right. This is the same distance as to the plate.
I don’t know if there is a way to alter these or if the two linear modules will need to be replaced.
As I type this I realise I have one other measurement to take. From the top of the washer on the plate to the base of the machine, or to the top of the X linear. I am now thinking the wasteboard is actually flat but the difference in the two Z linear modules is causing the difference.
Off course there is no auto levelling with laser or CNC, maybe if they added that, the same as 3D printing the issue could be fixed in software? But will take forever to get written and tested.
Tram? You mean follow the instructions in the build? Yes that was back in Feb.
90 degrees. I see what you are saying, but to be out enough to lift the head by 1mm would make it impossible to align the holes to attach the head. Plus the 3D print would not be square to the bed and create weird prints, which it does not.
I have placed a square on the base against the upright just in case, they look ok.
It is as if the homing is not aligning both sides to the same height, which suggests one of other of the linear modules is out by 1mm. But which one?
I have read all of those but can’t find anything about how you are aligning. Are you saying using 123 blocks or similar and pushing the two to be the same height by hand?
Exactly. You push them down on the blocks. (or soup cans)
You must do this when the power is turned off.
I occasionally do it when switching toolheads. Just to make sure I didn’t unintentionally bump into them too hard. And I always do it after I had a little accident like bumping the toolhead in the platform or something like that.
An easier way is to pull it completely to the top. But that might not give as good results due to variations in the construction of the axis.
The important thing is you can do it in a repeatable manner.
@NeilL i went as far as taking the platform off the Y rails completely and measuring from base to top of the mounts - i had no deviation i could detect with a square. I plat to repeat when my dial meter comes. Interested to find out if there are different batches of linear motors - i noted one of mine was different to all the others (its cable was bit wider) - this was the X bar. good luck.