I’ve been trying, unsuccessfully, to dial in my print settings for stringing behavior. I am currently at 8.0mm retraction at 6000 mm/min! Does this sound unreasonable?
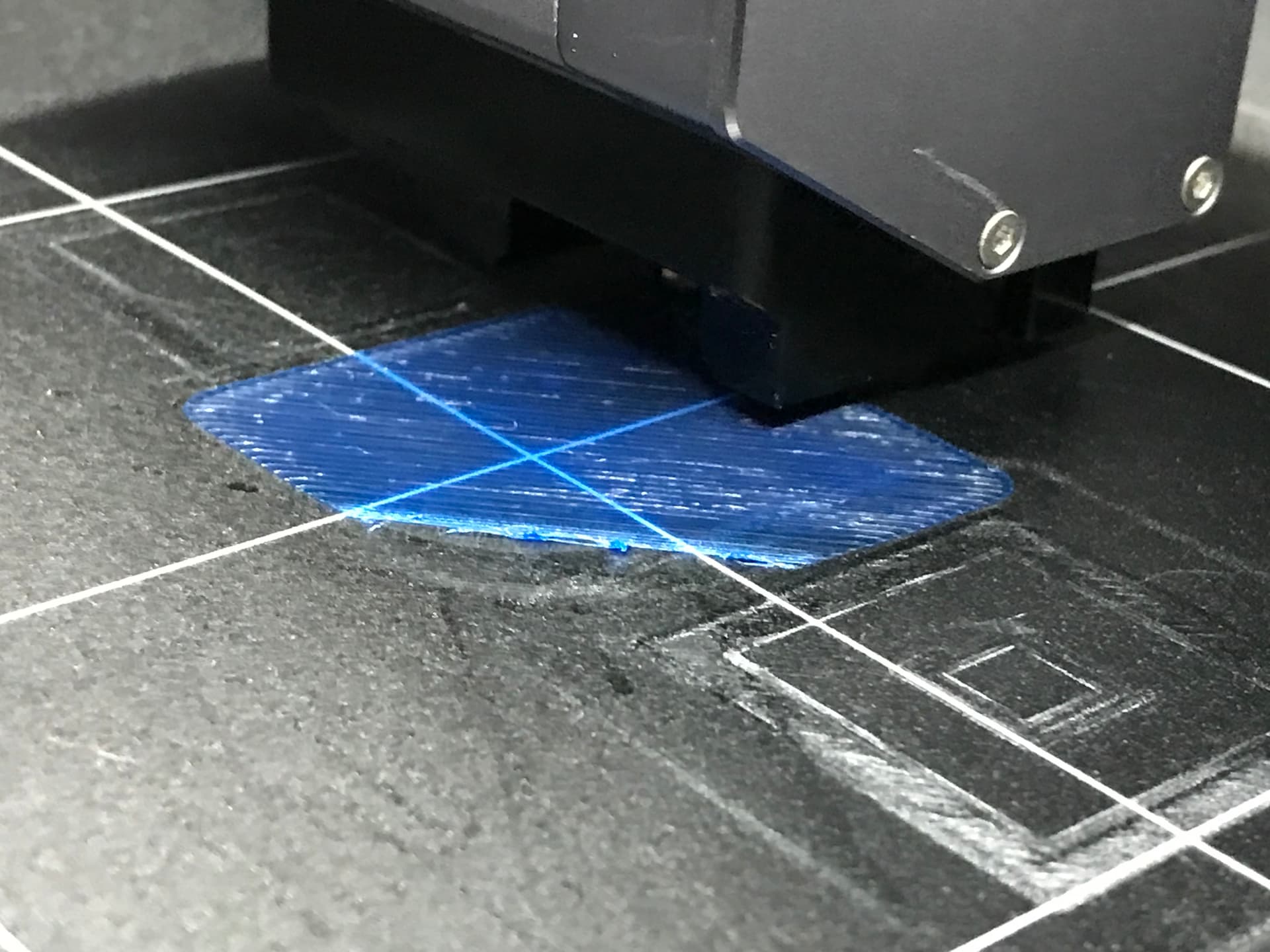
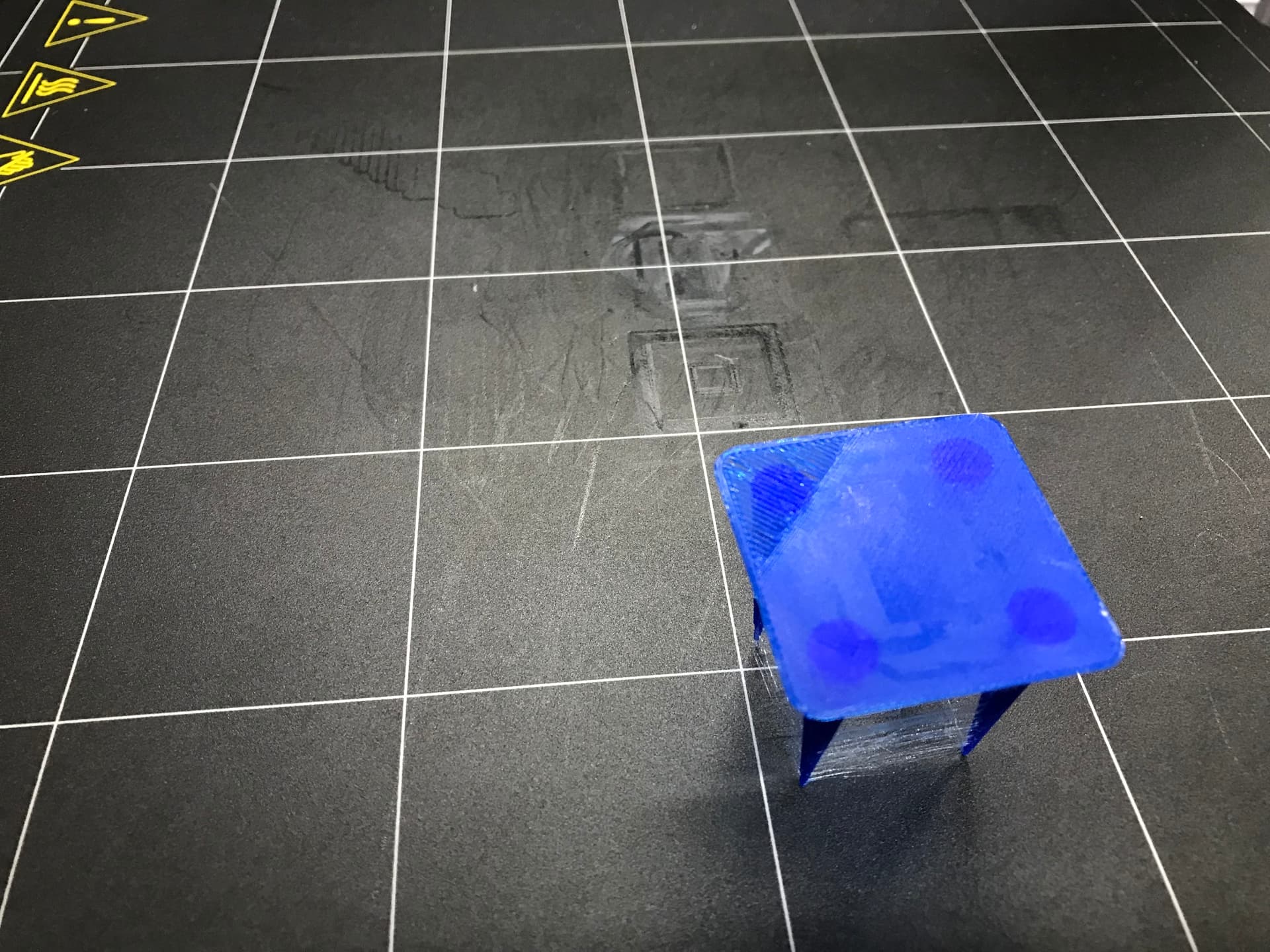
On a separate matter, the first layer of every print is starting at an unusual point in the pattern. With no skirt and no brim, I expect the first thing I should see is the outer perimeter of the print, followed by the interior diagonal fill. However, my printer lays down no PLA until shortly after it has begun the first layer interior fill. The initial photos shows the pattern shortly after filament has started to flow. The second photo shows the first fill layer nearly complete. The third photo comes just after the first fill layer is complete and the printer has outlined what should be the next layer of the perimeter, but it is actually the first time material is put down on the perimeter. The fourth photo shows the completed towers, complete with lots of stringing! The last photo shows the bottom of the print, with the partially filled corner being the one where the printing first started.
I’ve made this test print a dozen times and have not been able to find retraction distance or speed to end straining. In each print, the material starts at the same first-layer fill point, and continues normally from there.
Do I have some odd setting messed up that would delay the flow of material? I use S3d to slice and I have the code that extrudes several mm of filament and wipes it on the edge of the platform, before heading to the start point, so I know filament is primed and ready to flow from the nozzle…unless it is somehow retracting after that???
The skirt will prime the nozzle, and it looks like your first layer is a little too close. On a direct drive extruder, the retraction should never be more than 2.0mm for normal filaments, and your 100mm/s retraction speed is probably way to fast.
What temperature is the nozzle? And what brand of PLA are you using? I typically use 205°C for most PLAs, unless the manufacturer recommends something else. PLA doesn’t normally string, unless the temperature is too high, or the other settings are way off. Your settings are rather extreme, so it could just be them. However, more information is needed.
I am using Sculpto brand and their recommended temp is 190-210. I’m using 205. I’ve tried it at 190, but it doesn’t stick. 1t 195 and above, it strings just like this sample.
@hijackgmh I’ve never heard of Sculpto before, but it doesn’t sound like a very good filament if it strings at 205°C. Try setting the Retraction Distance to 1.00mm, the Retraction Speed to 2400mm/min, and optionally the Extrusion Width to 0.45mm. If it’s still stringing then, you might need to find a better filament. I can definitely recommend the OVERTURE filaments, as I’ve been using them quite a bit, but try the settings changes first.
Oh, and you’re setting the bed to like 60°C for the first layer, and 50°C for all other layers? If you can’t split it, just use 50°C. That should help with adhesion.
Hopefully you have the option to set an initial layer print and bed temperature. I set mine to 210-220 and 70 respectfully until the first layer is complete, then I set mine back down to 195 and 50. As far as stringing goes…you’ve calibrated your e-steps and k-value right? They both play a big part in stringing surprisingly. Also I found in the past that I needed different retraction values based on the layer height…but this was before I lost all my settings.