I have had the J1 for seemingly a long time now,and have gone through all the same problems as the rest of you with the linear bearings, hotends and semi-functional firmware/software. Through all of this I have rarely been able to use the printer to it’s potential due to getting failures more often than not due to the extruders or poor software implementation, but have finally gotten a chance to give it another go on getting things dialed in enough to work with what I want.
Unfortunately, I have had very little success in this and I am not sure what steps to take before I write the printer off as being unable to do what I would like.
I would like to use a support material like Aquasys120 (though, at this point, any type of support would be better than what isn’t working now) in conjunction with any other compatible material. I haven’t had a problem with Nylons or other higher temp filaments since the replacement hotends got sent out but I still cannot print with lower temperature materials while in ‘normal’ mode. Mirror and copy are fine because of a constant extrusion of the filament, however if it is given any time to stay in the hotend while waiting for the other one to print, the filament will jam about half the time. Immediately after the jam happens I can retract for a second or two and then re-load it and it’ll purge as if nothing was wrong. Unfortunately, I cannot babysit a printer every single layer because even this doesn’t always fix the issue reliably enough to have a successful print.
Part of what I am noticing is (at least with Orca, prusaslicer and Cura were not working too well for me with the J1 settings, and Luban barely seems to work and is missing all sorts of QoL settings) that when I slice a print with default settings, the printer will not heat up the bed without me starting that on the machine, then will proceed to very poorly predict the heating and cooling times of nozzles which results in every single toolchange taking an extra 30 or more seconds than it should. This also allows the support filament to heat up even more than it already does while in the hotend. I have also noticed that the nozzles will sometimes switch temperatures when changing the tool. So T0 will be set to 220 printing and T1 will be 250, then every other standby they will switch to T0 being 250 and T1 being 220.
I am not entirely sure what is going on, but hopefully someone has an idea on what to do for me to get this printer to start working? The whole reason I thought dual extrusion was going to be worth it was for support materials and that seems to be the main thing I cannot do still.
I agree that it is likely a slicer issue, it seemed to do that primarily in Orcaslicer, I cannot remember if that was one of the issues I ran into within Luban as well or not, though. As for retraction settings for Toolchanges, it would be the defaults in either Luban or Orcaslicer for the built in J1s machine. I couldn’t find any specific settings for toolchange retraction, but the regular (functional) retraction is between 25-35mm/s and 0.8-1mm distance.
If Luban was able to properly keep nozzles heated/cooled down (or at least let me modify the behavior) then I think it may work correctly and without much issue. However, it does not seem to do that accurately enough for Aquasys120 to not experience heat creep while waiting as long as it does.
Edit: Looks like in Luban the nozzle switch retraction is 1mm and 30mm/s with an extra purge amount of 2mm^3. I believe this is the default for support materials?
@PraiseTheeSun I have experienced inverted temps for T0 and T1 in gcode (generated by Cura), but only when trying to use a post proccessing script that altered the starting gcode. When slicing normally it always works fine. As far as Orca and Luban I have no idea. I don’t use them…
I would recommend inspecting your gcodes and make sure that the tool change retraction is indeed 1 mm…
I’ve switched back into Luban to try some changes to that toolchange retract to see if that helps, as I couldn’t find equivalent settings in Orca, then increased the retract distance by a lot (about 10mm I think) to try and get the filament out of the hotend but not quite beyond the gears and that seemed to make a substantial improvement so far. Print quality is still not great (not sure if the results of filaments or poor machine tuning or slicer quality yet) but at least I didn’t have to clear a skipping extruder every layer.
Ok. I wouldnt do that if I were you, but perhaps i’m wrong… My reasoning is that if you are experiencing that type of clogging as you described, retracting hot filament into the heat break would probably make it worse…
Yeah, dried it to their spec and keep it actively drying when printing if I have the option. Haven’t had a chance to try it out today but I think tuning the retraction settings will be my current best path forwards. That and maybe trying a different nylon filament in conjunction with the aquasys120.
@PraiseTheeSun I’m testing Orcaslicer again. I also ran into some problems with the temperatures… Did you know that you can go to filament settings, enable “advanced”, go to the advanced tab and edit the “filament start g-code” and “filament end gcode”. That was the solution for me anyways…
I had similar issue in the past while using sm2uploader v2.6 and OcraSlicer. The fix was to update sm2uploader to >=v2.7 (Releases · macdylan/sm2uploader · GitHub).
Thank you for this suggestion, I thought I was already on the most recent but I suppose not! This looks exactly like what I am having issues with. I’ll give this a shot the next time I am able to do so.
The jamming you’er experiencing could be cause by high retraction settings. If the filament is retracting too far and small amount of melted filament will makes it into the heat brake area it can cause a jam. Especially when the machine is switching from one head to the other. The nozzle not printing will go into standby mode cooling down the nozzle causing the filament in the heat brake to solidify.
This won’t be as big an issue with higher temp filaments as there will be more heat creep into the heat brake due to the higher print temps.
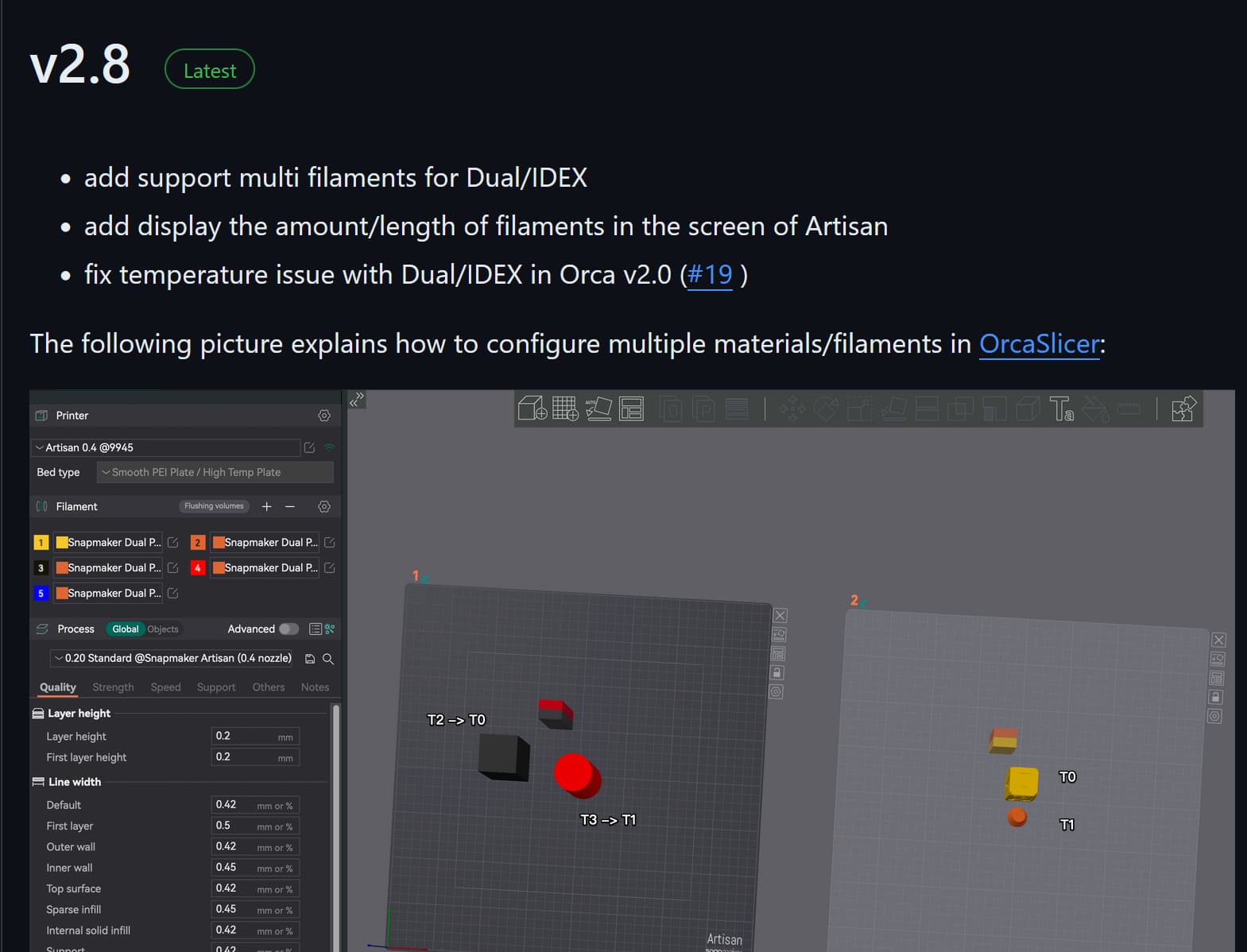
So far I seem to be having much better success with dual extrusion mode and not having clogs or any of the issues previously mentioned by updating sm2uploader to the newest version (2.8). Now I just have to do a full tune of the machine because the actual prints seem to be lower quality than what I remember it was capable of doing before.
Saving the g-code to USB does work provided that you have a suitable Filament Change G-Code configured for the printer.
Since v2, sm2uploader has integrated the features of SMFix, “A Snapmaker2 G-Code Post Processor for PrusaSlicer/SuperSlicer/OrcaSlicer to create compatible files for Snapmaker printers.” For example, how the tool switch is performed with regards to the standby temperature and when it should start to re-heat a paused hot-end. Version before 2.7 of sm2uploader was buggy in this regard.
To my understanding, sm2uploader is targeting OrcaSlicer or PrusaSlicer which do not natively handle IDEX machines. Therefore the need for modifying the g-code.
With Cura, I don’t think sm2uploader would be useful or even working at all.