As previously mentioned, I am going to be making a new bed for my SM1. I found the clamping system a little restricting in that there appeared to be insufficient holes to attach the clamps and this was limiting when odd shaped items had to be machined. The clamps themselves were quite soft and distorted easily with moderate pressures.
My starting point was selecting the correct size of Aluminium and understanding the durability of the product and how easy it would be to machine with mainly hand tools. I selected a T6 aluminium of grade 6061. This is a 4mm thick precipitation hardened material (to mimic the exact thickness of the current bed) that is about 97% aluminium and which is alloyed with approximately 1% magnesium and .5% silicon. It is an artificially aged version of aluminium. Its property characteristics include the highest tensile strength of all 6061 types of aluminium. This version also has good machinability and good resistance to bending and corrosion.
I only have a small area in which to work so most of my tools are hand tools. I started out by cutting a roughly sized square of aluminium from a sheet of the material, using a hacksaw and some cutting fluid to improve the smoothness of the cutting process. I then had to file the metal square and smooth the rough edges. Once the piece had been squared and smoothed, I worked on removing much of the scratched surface with wet and dry silicon paper which I graded down to 3000 grit. This has left me with a very smooth table without burrs which always have the potential for causing injury to hands.
The images below provide some sense of how the process was effected. This first image shows the sheet of aluminium clamped to the bench and the square missing. I use the cutting oil CT-90 for all of my metal against metal work and can recommend it very highly.

The next image shows the two pieces of metal together for comparison purposes. The drilled one is the standard bed supplied with Snapmaker SM1. And the final image in this series shows the relative thickness of each piece of metal.


I am getting my pillar drill back tomorrow. My original drill press (digital and very effective when it was working) broke after a very short life of about 4 weeks and the supplier could not replace it. I have ordered a new drill press which is not very sophisticated but I find having the ability to drill truly vertical holes is really crucial.
Onwards!
I want to make a particular pattern of holes in the new bed. Ideally, it would achieved by using Luban but I have a couple of issues. The CNC part of the application is not as clear to use as I would like. Having worked out where I want my 3.3mm holes (the size needed for an M4 tap) I set up a Luban drawing with 0.1mm points. I only need to mark the metal so I can drill it using my pillar drill and a cobalt drill. Then I would tap the holes by hand and use the cutting fluid shown earlier.
Luban permits me to make the points as 0.1mm but does not show them. A check using CAMotics shows that the points are not doing much in terms of creating a toolpath that would allow the Snapmaker machine to effectively centre punch my holes using a V carving bit. Have I found the limit of Luban or the Snapmaker machine?
The next illustration shows what I am trying to achieve.
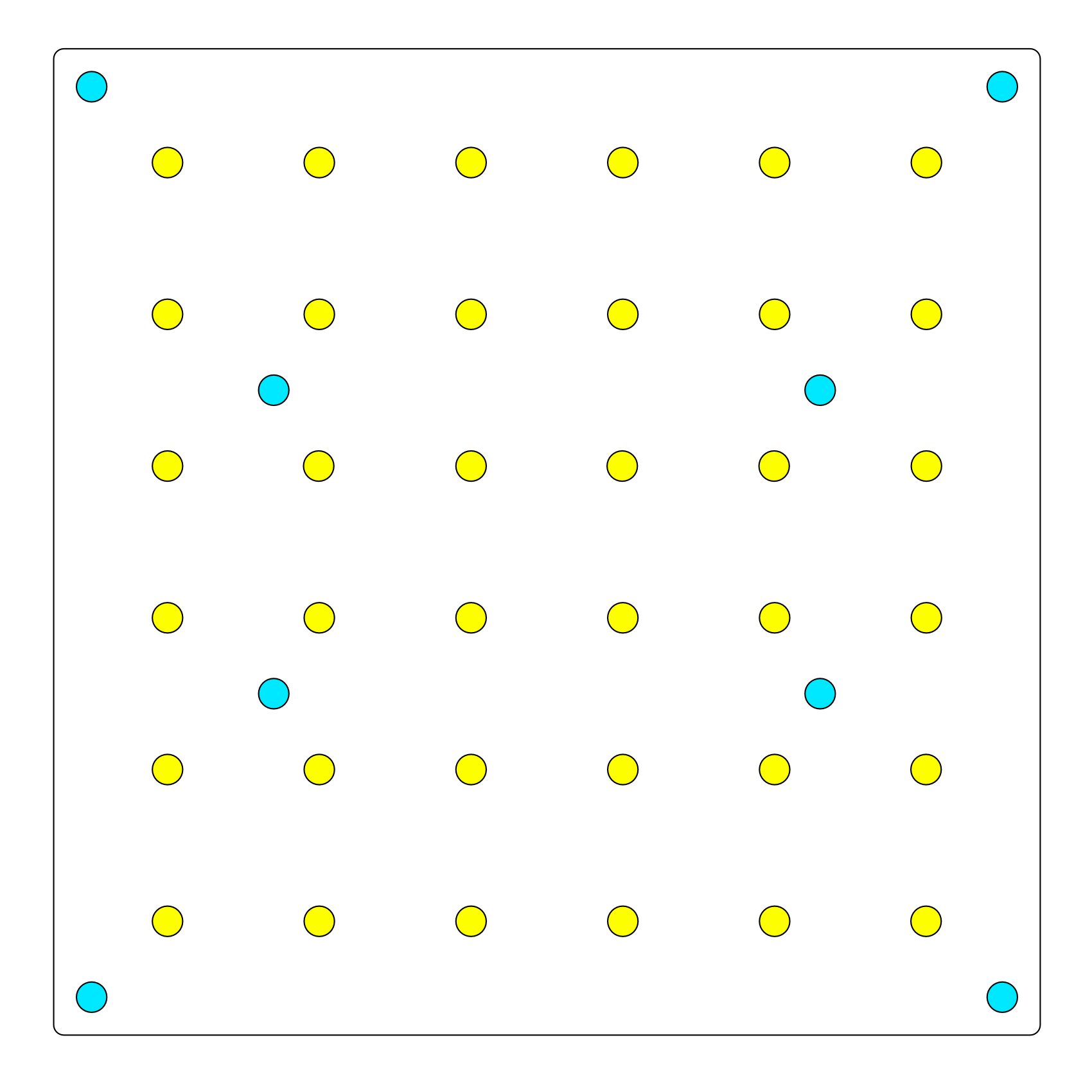
The blue coloured hole positions are the corner fixing points of my jigs and the blue internal four hole positions reflect the limits of where the table will be attached to the ‘Y’ axis rail. The yellow hole positions are the ones on which I would like to use Snapmaker and a ‘V’ carving bit to mark their positions on the metal plate I have made and will use them to hold to the table to the ‘Y’ axis rail.
I need to understand what the effect of bit size will have on my hole positioning, where there is some method to ensure that I can specify a 0.1mm point and depth. I will be happy to keep posting until the project is complete. The clamping system will be a simple vertical circular pillar with a hole through it and a flat filed on one side so that there is a clamping lip of a few millimetres to hold the workpiece without impinging excessively on the ability to CNC machine it.












