Hi there, first I’d like to say I’m new to 3d printing in general. Was interested in the Snapmaker 1, but when I heard 2 was coming out I decided to jump on that. I’m now the owner of an A250 with the enclosure as well.
As I said, I’m new to this. I’ve done my test vase which took obscenely long compared to the book’s estimated time. The result wasn’t bad at all. I got impatient and immediately decided to try my hand at printing miniatures. That was a disaster in itself, turns out supports are a big thing. After that, I tried several different options to get miniatures to work right. When that didn’t turn out I tried printing these little towers to see how I could get the best quality. I’ve tried various things including a different slicer, trying different layer heights, wall thicknesses, infill densities, speeds, retraction speed and length, praying, various percentile speeds, adding more air to the enclosure.
I found the best settings I could get and decided to print something a wee bit bigger than a miniature and opted for a tie fighter I found online. It didn’t come out that great. What I thought were great settings left some issues:




I’m getting elephant’s feet, which unless I modify the actual 3D image I don’t know how to correct besides manually grinding them down. The panels are too thin to modify anyway, and setting the z-axis higher means the print won’t adhere to the bed.
I’m getting zits (I think that’s why they are called?) which are relatively annoying. I know I can grind those down too but I’m afraid of ruining the detail of the print if I do. I’ve messed with default, higher and lower retraction speeds to combat this but to no avail.
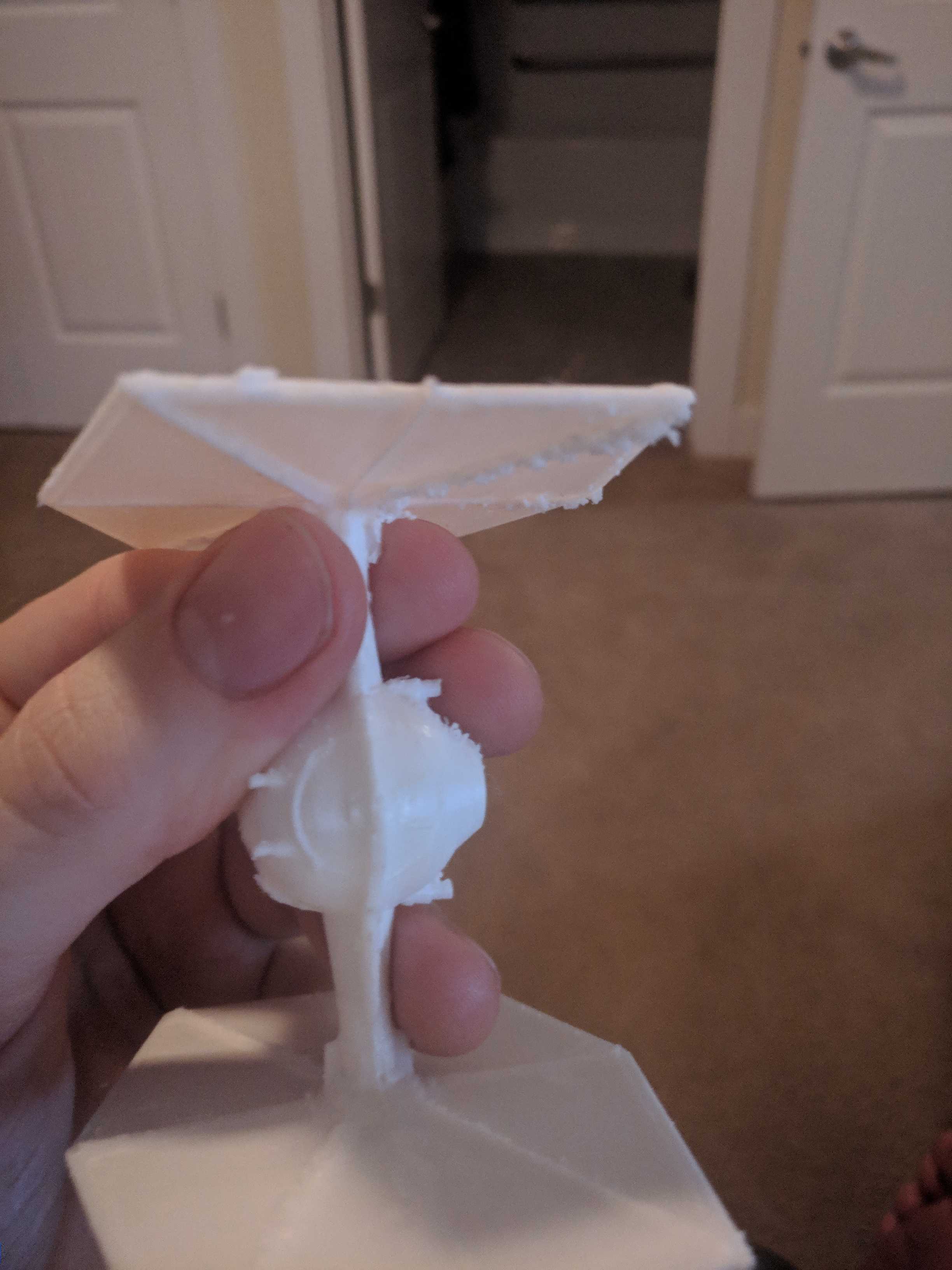
I’m getting this odd tearing effect mainly across the solar panels. It’s not there on the other side. Best I can get is the filament is maybe snagging on something?
Lastly and these are again with the panels. they are not straight at the top or the bottom. This is the image with the dog in it. On this…I’m stuck. I’m not sure what to do or why it’s causing it.
The print settings I’ve changed are what I posted below. These are from my own notes when I’d try one setting after another:
- Printing Temperature: 195 degrees
- Layer Height: 0.04, 0.16 mm
- Thickness 1.2, 1.2, 1.2 mm
- Infill Density: 30%
- Speed: 18, 20, 8, 12, 20, 80, 24 mm/s
- Retraction: 2 mm, 20 mm/s, Retract at Layer Change
- Print speed: 40%
Sorry to bombard the community with this. Half the posts I have difficulty understanding, mainly about modifying the gCode (like when printing the bridge/temp towers I keep hearing about). So I’ve not really touched it, considering I’m also worried about breaking something.
Cheers!








