@WilliamBosacker, thanks for joining in on the discussion of my A250 Z movement issue! I too am not impressed yet with Luban. I’ve been using Simplify3D lately with the same issue. In addition, I can readily recreate the Z-axis issue (times where only the Left tower moves while the right tower does not), with the simple Z-motion control from the A250 touch controller. This non-unison motion occurs at the end when homing, and also far from the homing position with simply commanded Z-motions of +/- 10 mm. It doesn’t occur every time, but often.
FYI, according to comments from @brent113, the Snapmaker 2.0 uses simple stepping motor drive in an open loop fashion, just commanding steps with no encoder feedback. Not a servo driven with encoder feedback robust system with PID control, etc.
Yes, I’ve confirmed all mechanical connections are tight, towers are parallel and the X-bar is parallel to the print bed. By hand, I cannot detect any significant binding of the Z-tower (with power off, pushing motion on the Z-towers seems to require similar force.).
I am still awaiting engagement from Snapmaker Support to my submitted ticket. In the mean time, gathering more videos of the symptom and troubleshooting short of opening up a Z-tower.
@WilliamBosacker, I see that one of the currently active improvement projects listed by Snapmaker is to improve the linear rails. Let’s hope a field upgrade and/or trade-in program is offered for already shipped “inferior/defective” units.
I will try swapping cables at the splitter while I await engagement of customer service. Until the issue is resolved, my A250 is pretty much unusable.
Reguarding closed vs open loop, the resistor sounds like a power feedback feature to me to get the current draw and lower it if the stepper pulls to much power.
The splitter is a simple circuitboard with the 3 connectors, same traces and two caps for power, thats it.
Im not 100% as i didnt open a linear rail, just the 3D head, but they use alegro 4988ET drivers on there. Someone on this forum replaced their driver after it blew in a linear module.
The rails not moving in unison sounds realy bad as the step, dir, enable are directly fed to the driver. The MCU in the module is doing CANbus afaik, thats it. The main controller has the authority in rail movements
Definitely more to it than that. Closed loop requires an mcu to compare where the stepper is and where it should be. Also closed loop steppers only help with collision shifts it should never be used as a solution to fix a bad open loop design.
Not sure what motors you are looking at, most steppers I see have 4 wires, 2 for power, 1 for step, 1 for direction. If you have a source for cheep steppers with feedback please share
So, the first reply from Snapmaker support person had me perform some testing with the Z-towers removed and put into place of the Y-axis on the snapmaker base. Unfortunately, the Z-towers passed this test, so I am still looking for guidance from support to isolate the positioning/motion fault with the Z-axis and availability of corrective parts. For now, my A250 sits disassembled pending further input from Snapmaker support.
Following is the testing instruction and video from Snapmaker support for inquiring minds ,
I think that this issue might be caused by the speed difference between the Y axes. Could you please measure the travel length of the Z axes? I think that maybe the cause of the failure. Here are the steps for your reference:
Dismantle the two Z axes and put them on the base as the Y axes.
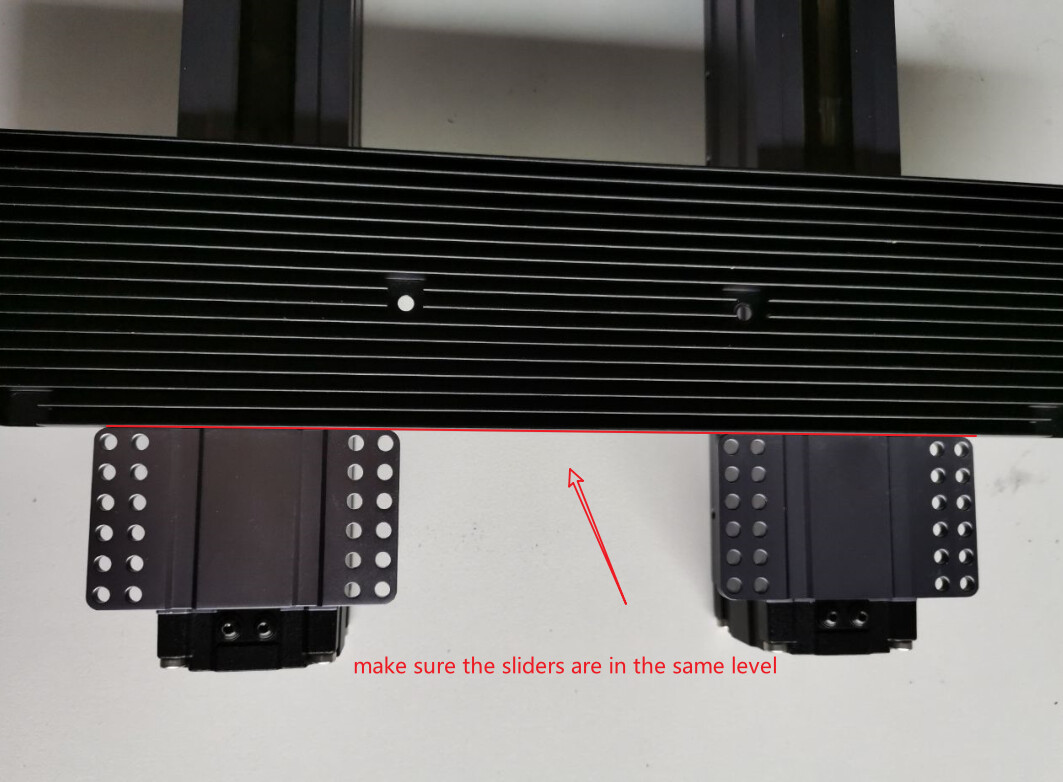
Power off the machine, push the sliders to the foremost end of the linear modules and make sure they are in the same level. Place the laser work platform across the two sliders, making sure they are on the same level.
Then power on the machine and click “Home” in the touchscreen. Please check if the sliders remain at the same level as the laser platform.
And then you can control the sliders via the touchscreen. Make the two sliders 200 mm lower and check if they remain at the same level as the laser work platform.
that sounds familiar in a way. Perhaps my recent experience with the dual y-axis can help you any further:
I was tinkering around with the cnc function and manual written gcode for a while, when i realized that my results were sometimes way off on the y-axis. I noticed a “bump” in my y-axis, similar as described here and elsewere:
I disassembled the whole machine,
put all 5 linear rails on a table,
connected them each after the other to the controller without the y-splitter,
moved the slider with the jog in Luban to one end and 2mm back,
marked the position of the slider on the case of the rail,
moved the slider with Lubans control panel a long distance (i think it was 300mm),
and measured the distance to the initial point.
I repeated that for all modules each 10 times.
The measured distances differed from the ones entered in Luban, but the errors were nearly repeatable per module each time. I interpret that as an not really satisfying manufacturing tolerance.
I found one of my linear modules (used in the y axis before) having a repeatable difference compared to the other around 1-2mm. That caused the two modules used as y axis to build up tensions to each other when traveling distances above ~170mm , as they didn’t move the same distance. These tensions released in the noticeable “bump”, causing the y axis to “slip”.
After changing the modules for the axes and grouping them in pairs with similar errors, reassembling the machine, the control is now usable at least.
It was a low-cost and not-waiting-ages-for-support-to-react workaround after all.
What it tells you about QC at SM is another matter.
@brent113, et al. I think my A250 is finally stable. Snapmaker (via Edwin) replaced two of my linear drives under warranty, and I purchased 3 more linear drives. All of the new replacement linear drives shipped from their California warehouse, I am told, are of the “revised” design (basically revised circuitry inside). With all the linear drives replaced, the A250 positioning has been stable now for several weeks and I can get back to using and tuning my 3D printing, laser and CNC projects. Potentially, the removed original linear drives can be reworked with new circuit boards at some point, as backups.
I had a bad linear module and bought spares when they were shipping.
then i had 2 more modules go bad and their answer was “you have 3 new modules, dont use the old modules”
i been arguing with em for 2 weeks now. i said i purchased these for spares so if i have a problem i can keep going and they kept saying you wont have any problems just use the new ones.
i got them to send me “one” of the two so far. once i receive it im going to get back into it to get my 2nd one.
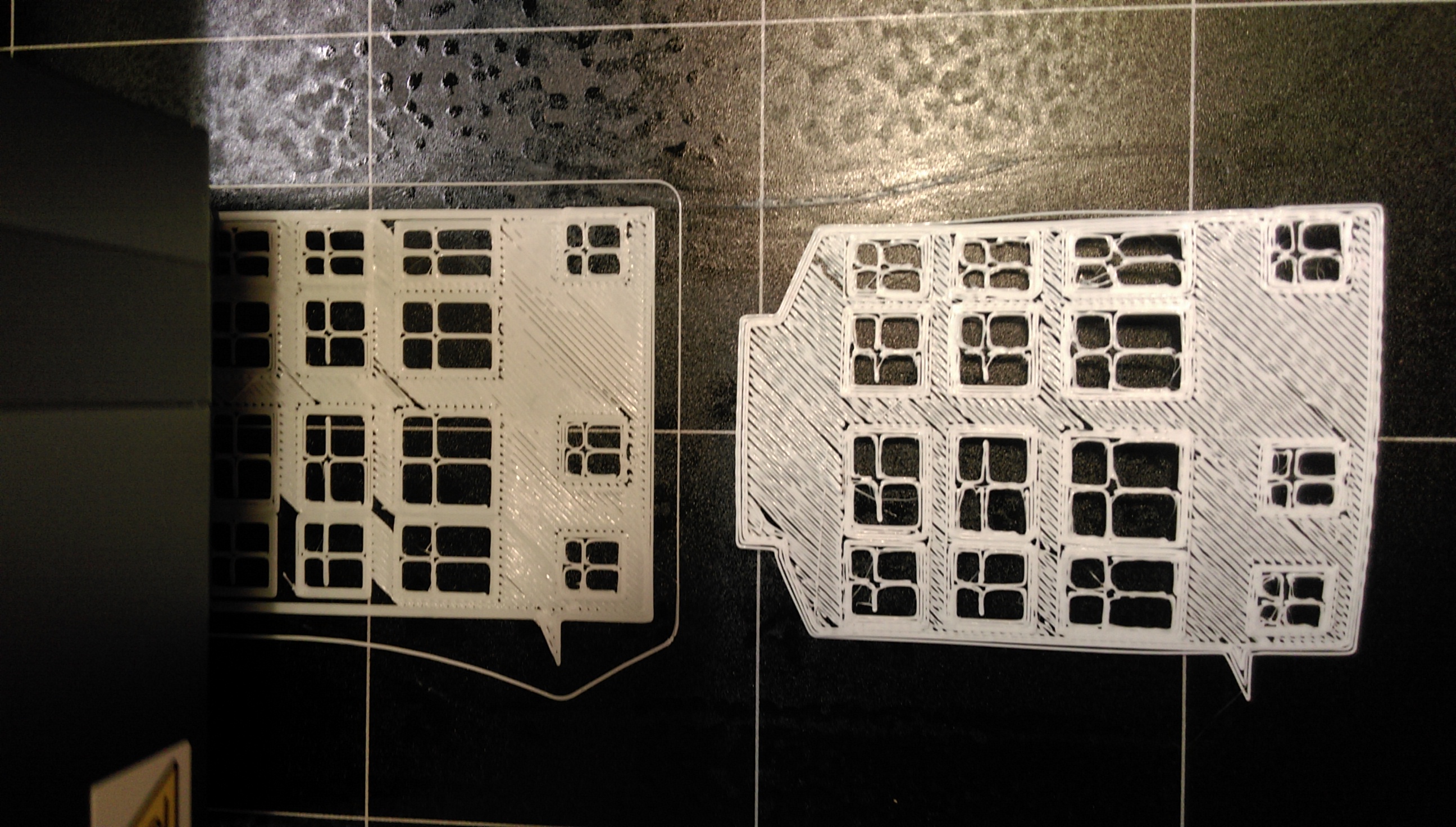
@MooseJuice. I feel your pain. It took several trials and several communications reiterating the issue including swapping location of the linear drives and pictures of the defective printing of the test cube STL file that Edwin provided before the replacement linear drives was offered as a fix. This was the same time I decided to order more linear drives to replace all of my drives. At least I was granted a discount on the 3 purchased linear drives. Still, sending the money in advance of shipment was uncomfortable. The shipment was from their California Warehouse but still took more than 3 weeks in transit to arrive in North Carolina. My intent is to potentially submit 3 original linear drives for rework to the current revision level at some point, unless a field rework “kit” is offered. I think part of the issue is ESL (English Second Language) communications with Snapmaker support?
they say there are currently developing a new linear module, 2.5
so i guess what the original was 2.0 and we are on a revised 2.1 right now
supposed to be quieter, but thats all i know about it
i dont know that they are going to offer any special upgrade kit or swap out fee or anything like that. it would be nice if they would and i would take them up on that.
im surprised it was in california. my parts have all come from china post so far. even print sheets and hotends
maybe they had some a250 stuff around here i have an a350

 ,
,