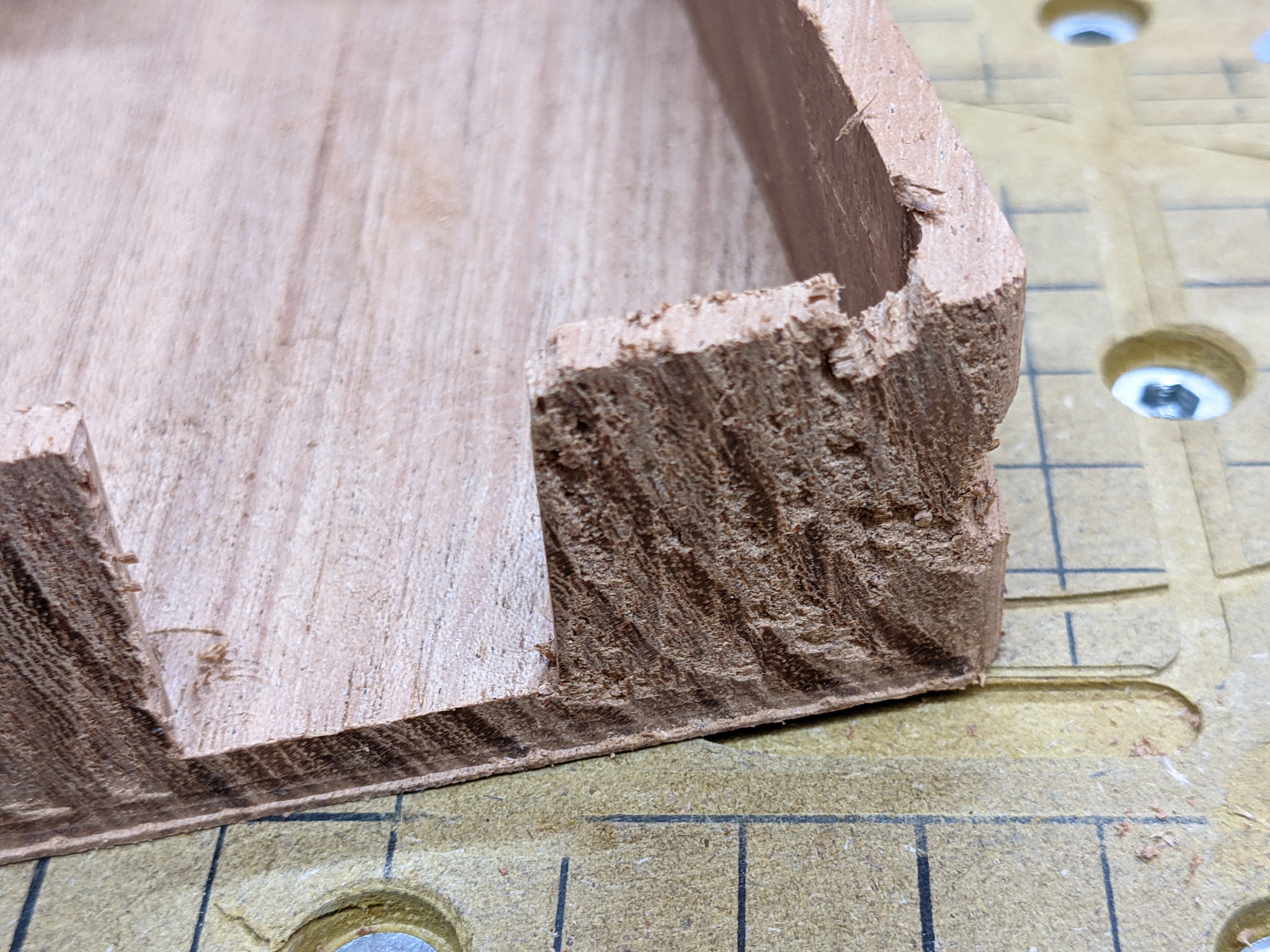
I’m trying to make a box with a relatively large flat side (~25mm) and I’m having trouble with the wood chipping out (see photos). I’m look for suggestions for things to try.
I’m using a single flute 1/4" flat end mill running at 1000 mm/m for a roughing pass (1mm step over, 1mm depth of cut) followed by a 0.5 mm finishing cut. I’m using the full 12K RPM.
Could this be a sign the end mill is dull? I’m not sure how to check the edge effectively. Should I try going faster/slower or using an end mill with more flutes?
Yes and yes. It is a single 2d toolpath in fusion with the multiple-depths set to 1mm and the “finishing pass” box checked and set to 0.5 mm. This results in two passes around the outside per layer. The first goes at 1000 mm/m and leaves the 0.5 buffer behind which then gets removed by the finishing pass running at 600 mm/m.
I wasn’t watching as it ran so I’m not sure exactly what was happening.
Single flutes aren’t good for finishing.
They’re better for clearing and rapid stock removal.
You want a two flute downcutting bit.
Slow your speed down. I’m assuming that’s oak. I generally run hardwoods like oak, walnut and maple at 400mm/m and usually with only a .5mm step down. You probably want to change the direction it’s milling:
Thanks for the suggestions. I slowed it down to 600mm/m and ran a 3d adaptive roughing pass with 1mm stock to leave so I could do a slower finishing pass later. I 1mm stepover and 1mm step down. I ended up with an even worse disaster. Again I didn’t see it (it was a 6h cut) but it looks like the bit got pulled into the interior while going around the outside and then kind of got stuck in two of the corners. I’m not really sure how this could even happen. It seems to have cut quit a way down into one corner and then somehow moved out of that pocket and cut a similar hole into the adjacent corner.
Anyway, I guess I still need to go slower with a thinner cut? Could this be a hardware or software problem maybe? Its hard for me to understand how this could result from correctly executing the gcode. I did feed the gcode into ncviewer and it looks like what I expect.
Adaptive clearing tries to maximize tool load so it’s fairly aggressive and it doesn’t necessarily understand the limits of the SM’s power and rigidity. NCviewer is only going to show you the path - not if there’s anything wrong with it as far as speed or material.
You should use 3d pocket instead. Also, do it in sections. For instance, do the outside first then the inside. (or vice versa) Then the openings. If you’re using the same size bit you can save them as one.
Start slow and then see if you can speed up. As I said, 400mm and .5 step-down is where I start. Step-over doesn’t really matter compared to speed and step-down. With a flat bit you can set that somewhere between just under and 1/3 of the diameter of your bit. More overlap gives a better finish.
Did you change direction to conventional?
Are you still trying to use the single flute?
You said on FB that it was sapele.
Sapele is notoriously difficult to mill and dulls bits. So you need to really slow down and definitely make sure you have a fresh sharp bit:
Workability: Sapele can be troublesome to work in some machining operations, (i.e., planing, routing, etc.), resulting in tearout due to its interlocked grain. It will also react when put into direct contact with iron, becoming discolored and stained. Sapele has a slight blunting effect on cutters, but it turns, glues, and finishes well.
Yep, just to follow up here in case someone else is interested some day: I’ve had good success by going with a very thin depth of cut. I roughed with a 1/4" 4 flute FEM at 1500 mm/m 2mm step-over and 0.2mm step down. I set 1.5 mm stock to leave and then finished up with 0.5mm step over and 0.2mm step down again running at 800 mm/m.
It takes a long time to run but the results are quite nice.
You’ve got a difficult project here, deceptively more difficult than it looks. Let me recommend a divide-and-conquer approach to your problem. You may have problems with any number of things. Here’s a brief summary, because there are a lot of them.
The hardware. Stiffness of the milling head is my first thought. Might also have trouble with the grip of the collet, and maybe its runout.
The cutting tool. Single-flute won’t give a good finishing pass in any material.
The G-code. Depth of cut, feed rate, chip load.
The material. Sapele has trouble with tearout even with hand tools. It’s generally finished by sanding or scraping as a result. I’m thinking if you can get a cut piece ready to sand, you’ll be doing about as well as possible.
The basic approach is to do simpler things and shake out problems in isolation. Here are some suggestions.
Run your pattern on poplar. Poplar’s about the friendliest hardwood around; it’s also about a third of the price of sapele, so it makes a good prototyping material. When you can get a good piece out of poplar, you’ll have figure out a number of issues that aren’t material-specific.
Prepare a machining blank. It looks like you’re putting in a block of wood and doing all the operations on the SM. If you’ve got a router, you can do most of your roughing with a template and a fixture for it. The main reason for this is to avoid cutting slots, which are hard on the machine. You’ll also greatly reduce the machining time, since you can hog out material quickly without needing to do the whole thing with a finish-quality cutting tool. Also consider two roughing templates, one with (say) a 1/2" diameter (or 12 mm) bit and a second with 1/4" dia. (or 5-6 mm). This will affect the G-code you use, so use poplar blanks at first.
Be methodical about developing cutting parameters for your material. Your biggest limitation is the low-power motor, and secondarily the open-loop stepping of the axes, both of which limit your feed rate. High feed rate is generally good for wood, assuming you’ve got an accurate and stiff machine with high power, none of which is true here. Make test cuts varying all the three parameters of interest: feed rate (the speed along the X or Y axis), depth of cut (Z-axis engagement; what gets called the step-down), and the chip load (how thick the chip is after being cut). Create a standard test piece for a few inches of cutting with a straight tool path. Perform the cutting operation, and then record the parameters right on the test piece. You may want to do these test pieces both along the grain and across it. Be sure to record whether it’s a climb or conventional cut.
It definitely is. With a 1/4" upcut bit I’ve had it come loose with some particularly tough and knotty oak. But I was pushing a little fast and deep: 600mm/m and 1mm step-down. Not pretty when it does.
I always try to have it clamped physically in some way.
Even if that means doing it in two halves for the clearing.
Then for final pass it’s usually fine, but when doing deep contours and circles the torque can really be surprising when it hits the end grain just right. Another reason to make sure to use conventional milling.
So if you can clamp it you should. Even just to have some sacrificial blocks agains the bottom sides can help a lot.
-S
That’s a good point, I’ve always used downcutting bits. Upcut would clearly change things a lot.
I’ve also had good luck putting an M4 screw through the workpiece into the waste-board. I include it in the design and then it lines up perfectly for two-sided pieces.